The steel production transformation process in Europe: New slag types will substitute granulated blast furnace slag
![2 Cold DRI (left) and HBI (right) [23]](https://www.zkg.de/imgs/1/9/9/4/5/6/9/Figure_2_left_Cold_DRI_NEU-6ee666b536f7138a.jpeg)

![3 Flow chart for the H2 based MIDREX process [26]](https://www.zkg.de/imgs/1/9/9/4/5/6/9/Figure_3_MIDREX-eedd7f743682cb4d.jpeg)
![4 DRI plant in Algeria with MIDREX technology [27]](https://www.zkg.de/imgs/1/9/9/4/5/6/9/Figure_4_MIDREX_plant_Tosyali_in_Algeria-99188965c6dcfcbf.jpeg)
![5 Flow chart for the ENERGIRON process [23]](https://www.zkg.de/imgs/1/9/9/4/5/6/9/Figure_5_ENERGIRON-b0570ce438593c71.jpeg)
![6 DRI plant in Louisiana (USA) with ENERGIRON technology [23]](https://www.zkg.de/imgs/1/9/9/4/5/6/9/Figure_6_Energiron_plant_Nukor_Lousiana-5e81a8e7aa1eac05.jpeg)
![7 Two alternatives for DRI smelting: EAF (left) or SAF (right) [22]](https://www.zkg.de/imgs/1/9/9/4/5/6/9/Figure_7_EAF_and_SAF-24e79af7f4aea39e.jpeg)


The main challenge of the steel industry for the next decade is the steel production transformation process, starting in Europe. The CO2 intensive blast furnace/basic oxygen furnace (BOF) route will be substituted by a combination of Direct Reduced Iron (DRI), based on natural gas, later on “green” hydrogen, with an Electric Arc Furnace (EAF) or a Submerged Arc Furnace (SAF), heated with renewable energy. Thus, the well-known latent-hydraulic granulated blast furnace slag (GBS) will vanish step by step. GBS is used as a SCM due to its clinker reduction potential and from there its CO2 reduction potential for the cement and concrete production. Moreover, slag cements offer some special technical advantages. Whereas the solid state DRI process itself does not generate any slag, EAF and SAF will produce as well liquid steel or “electric” pig iron, respectively, as very different types of slags. Whereas SAF slag is expected to be comparable to blast furnace slag, the new EAF slag will be more similar compared to today’s scrap-based EAF slag. However, for example, the heavy metals content will be lower, but still much higher compared to GBS. Specific slag/metal ratios, resulting slag volumes, chemical and mineralogical compositions and physical properties of the new slags are yet unknown. Thus, also their cementitious and environmental properties are still unknown. Different running and scheduled projects aim mainly to enable the different types of new slags to substitute today’s GBS in order to continue the successful cross-industrial co-operation between steel and cement industry.
1 Background
The “Green deal” strategy of the European Commission from 2019 aims to reduce the net CO2 emissions to zero by 2050. In order to reach this task breakthrough technologies have to be implemented, as well for the steel as other energy and CO2 intensive industries. Worldwide steel production is responsible for about 7-9% of all man-made CO2-emissions which is comparable to the contribution of the cement industry (5-8%). The main CO2 source is the carbon in coke and coal being used as well as reduction agent as energy carrier in the blast furnace. Thus, the main challenge of the steel industry for the future is related to the steel production transformation process, starting in Europe. Several steel producers defined ambitious strategies to substitute the blast furnace/BOF route by a combination of DRI, based on natural gas (later on “green” hydrogen) with an EAF or a SAF, heated with renewable electric energy. For decades blast furnace slag has been used mainly as a cementitious material (if it is glassy due to a quenching process for the liquid slag) or as an aggregate for concrete and road construction (if it is crystalline due to slow cooling in a slag pit) [1]. The slag utilisation saves natural resources as well as primary energy and it significantly reduces the CO2 footprint of cement and concrete [2, 3]. Due to the lack of hydraulic properties the crystalline steel slags are mainly used as road-making aggregates substituting natural materials.
For the cement industry it is very clear that also in the next decades the enlarged cement portfolio will be clinker based. And in contrast to the steel industry, the dominant and unavoidable CO2 source of the cement industry is limestone for clinker burning. To produce more “clinker efficient” cements a lot of supplementary cementitious materials (SCMs) are needed. Based on the European goal to reduce the clinker to cement ratio from 77% in 2017 to 65% in 2050 [3] and providing a cement production of the Cembureau member states of 275 Mt/a (2022) a SCM demand of 96 Mt/a can be calculated. The worldwide goal is to reduce the clinker to cement ratio from 0.63 to 0.52 in 2050 [4]. Providing a yearly cement production of 4.1 billion t (2022) an enormous SCM demand of 1968 Mt/a results.
In order to avoid negative consequences for the cement, concrete and construction industries resulting from the stepwise disappearance of GBS it is of high importance to qualify as well the new slags as the remaining scrap-based EAF slag and maybe also the BOF slag to fulfil the same ecological and technical tasks as GBS does today.
2 Steel and slag production today
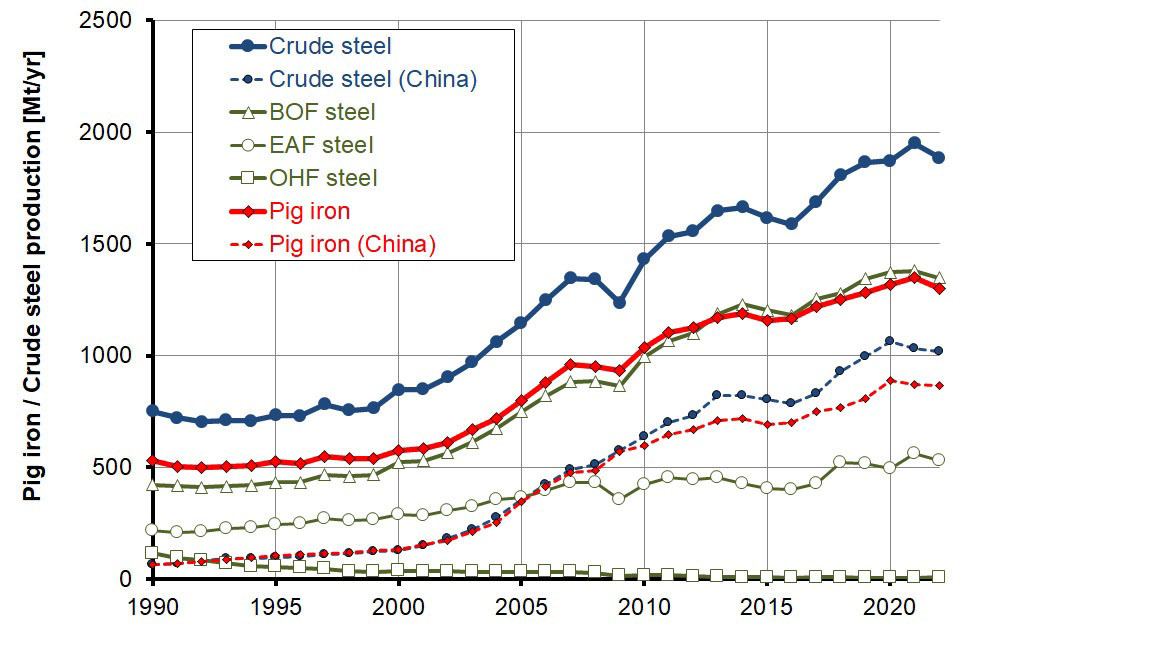
According to Worldsteel [5] the worldwide crude steel production was 1884 million t in 2022 (Figure 1) whereas the capacity was 2460 million t [6]. On average 72% were produced by the blast furnace/BOF route and 28% by the EAF route using mainly scrap. Other processes are negligible. The pig iron production was 1301 million t whereas the direct reduced iron production was only 125 million t. With 1018 million t China is the biggest steel producer by far. The shares of the blast furnace/BOF and EAF routes differ from country to country (Germany: 70% and 30%, EU-27: 56% and 44%, Türkiye: 29% and 71%, USA: 31% and 69%, China: 91% and 9%). Thus, also the resulting blast furnace and steel slag volumes differ from region to region. In total it can be estimated that in 2022 worldwide about 312 million t of GBS, 104 million t of air-cooled blast furnace slag, 143 million t of BOF slag and 68 million t of EAF slag have been produced. For 2021 other studies number the GBS production to be 377 Mt [7] or to be 331 Mt [8]. For the today’s DRI production combined with EAF or Induction Furnaces (IF) it can be assumed that about 14 Mt slags were generated. ESTEP expects that the maximum world steel production might be 2.8 billion t in 2070 [9]. Then, without any changes regarding process technology, slag/metal ratios, market shares etc., the resulting total slag volume would culminate in about 1 billion t per year.
Provided that 1 t of GBS substitutes 1 t Portland cement clinker and considering average specific CO2 emissions (122 kg/t for GBS incl. allocation of the metallurgical process, 900 kg/t clinker) it can be calculated that for 2022 cement production about 243 million t CO2 emissions were avoided and that about 480 million t of natural raw materials for clinker burning have been saved. Therefore, among other activities the further reduction of the clinker content in cement by adding SCMs [10] is an integral part of the different CO2 roadmaps of the cement and concrete industry [3, 4, 11]. Thus, it is necessary not only to investigate materials like calcined clays, recycled concrete fines etc., but also metallurgical slags.
The different steel making routes cause different specific CO2 emissions (Table 1).
The scrap-based EAF process causes only about 455 kg/t. However, scrap recycling is limited and scrap availability is time-delayed. Moreover, not all high grade steel qualities can be efficiently produced. Thus, a significant further switchover from the blast furnace/BOF route to the classical EAF route cannot be expected in Europe and other countries with noteworthy EAF steel production. Other measurements, e.g. the use of hydrogen in the blast furnace instead of coke and coal, are very limited and are intended to be used only as bridge technologies. Thus, only the implementation of breakthrough technologies might be able to achieve the ambitious CO2 reduction goals. Depending on the individual blast furnace capacity yearly 150-800 thousand t of GBS will vanish together with each substituted blast furnace. This will result in drastic consequences for the European cement producers.
The current steel-making transformation process is focused on Europe which in 2022 had only a share of 8% (EU-27 + UK) in the worldwide steel production [5]. In many countries of the world the existing steel production routes will remain and GBS availability is not directly endangered. As an example, India published in 2017 its “National Steel Policy” aiming to increase the crude steel capacity up to 300 Mt/a and the crude steel production up to 255 Mt in 2030/31 (production 2017: 101 Mt, 2021: 118 Mt) [14]. About two third of the new capacity should be based on the blast furnace/BOF route. As actual announcements show, new steel plants are already ordered, and contracts include also water granulation facilities for the blast furnace slag [15]. There are expectations that the worldwide availability of GBS will increase up to 417 Mt/a by 2030 [8] or even up to 586 Mt/a in 2035 [7]. However, it is questionable whether these additional GBS volumes might be available for European imports.
In Europe the interest in “green steel” is very high. More and more contracts are agreed between steel producers and steel customers, e.g. from the automotive or white goods industries. However, higher production costs of about € 100 per t crude steel might be expected [16].
3 The new processes
There are different options to substitute the CO2 intensive blast furnace/BOF route by other technologies. The main focus is on the direct reduction process. In addition, there are some other developments, like smelting reduction processes being developed already in the 1980s (“COREX®”, “FINEX®” or “HIsmelt®”). Another smelting reduction process is called “HIsarna®” [17, 18].
The DRI process is a gas-based solid state direct reduction process of lumpy iron ores and pellets combined with a downstream electrical smelting process. The principle of direct reduction was already discussed by the end of the 19th century [19] and today there are several technologies to realize this process [20]. The direct reduction process in a shaft furnace creates cold direct reduced iron (DRI), hot DRI (being melted immediately after production in order to achieve energy savings) or hot briquetted iron (HBI) being ideally suited for shipping and long-term storing due to the reduced re-oxidation potential. Today about 80% of the production is cold DRI [21, 22]. Figure 2 shows cold DRI and HBI.
In the past it was the common opinion that only via the blast furnace/BOF route superior steel grades can be produced. In the meantime, also the production of, for example, automotive and tool steel grades seems to be realistic [24]. Another disadvantage was the much lower production capacity of most DRI plants [25] compared to modern blast furnaces (2-3.5 Mt/a pig iron). However, modern DRI plants have already reached capacities of 2.5-3 Mt/a, too [21, 24].
In 2021 most of the direct reduced iron (about 60%) was produced using the MIDREX® shaft furnace process. Another 25% were produced in rotary kilns, mainly located in India. Since 1969 worldwide more than 100 plants were built with capacities starting at 80 Tt/a (1969) up to 2.5 Mt/a (2018) [21].
The MIDREX process works according to the counter flow principle. Lumpy iron ore (about 20%) and pellets (about 80%) are reduced in a shaft furnace by a reduction gas. The reduction gas is produced in an upstream catalytic reformer which splits natural gas (CH4) into CO and H2 by using the CO2 of the recycled top gas [16, 20]. In future the natural gas should be substituted by pure H2 which redundantises the reforming step. Figure 3 shows a flow chart for such a process [26].
In most cases MIDREX plants were installed in countries with cheap natural gas availability. Today in Europe only one industrial, natural gas based DRI plant exists (ArcelorMittal Hamburg, 1971) with a yearly capacity of 400 Tt and currently operating together with a scrap-based EAF. Figure 4 shows a modern DRI plant in Algeria using MIDREX technology [27]. This plant has a capacity of 2.5 Mt/a which is comparable to a medium-size blast furnace. The new DRI plants to be constructed in Europe will have similar capacities. For example, the first DRI plant to be built for thyssenkrupp Steel Europe will be a MIDREX plant. It should come into operation in 2026 and will have a capacity of 2.5 Mt/a [28]. Also for the new company H2 Green Steel in Sweden a MIDREX plant with a capacity of 2.1 Mt/a is planned [29]. Its start-up is scheduled for 2025. In 2025-2027 ArcelorMittal will start in Bremen with a DRI capacity of 2.5 Mt/a and closing the first blast furnace. In the beginning, the excess DRI will be transported to the ArcelorMittal plant in Eisenhüttenstadt.
Another DRI technology is the ENERGIRON® process [16, 20, 23, 24]. It is similar to MIDREX, but the process works with higher pressure (6-8 bar instead of 1.0-2.5 bar) allowing higher production volumes and with higher temperature (1050-1080 °C instead of 950 °C). Moreover, the natural gas is only pre-heated and humidified and the reduction gas can be formed in-situ in the shaft furnace itself. A reformer is unnecessary. Thus, the plant is smaller compared to other designs. The top gas is recycled after removing the CO2. The high pressure allows a higher carbon content up to 5 wt.-% in the DRI which is also advantageous for DRI stabilization as the EAF process. Figure 5 shows a flow chart for the ENERGIRON® process and Figure 6 shows a modern plant with a yearly capacity of 2.5 Mt [23].
Salzgitter decided to use this technology to realize its “SALCOS” project. The first installation will have a capacity of 2 Mt/a and should start in 2025 [30].
Whereas the first process step – direct reduction – is similar, the significant difference in the processes is the second step, the electrical smelting.
Alternative 1 uses a conventional EAF as it is used today for scrap smelting. DRI/HBI will be melted batchwise together with a certain scrap volume in an oxidising atmosphere. The products are crude steel and a modified EAF slag which is very different compared to a blast furnace slag. The existing BOF steel shop will be omitted.
Alternative 2 uses a SAF (or Open Slag Bath Furnace OSBF) in a continuous process in a reducing atmosphere, comparable to a blast furnace. This offers the advantage to increase the Fe-yield from the DRI input [31]. The SAF products are “electric” pig iron and a SAF slag. The chemical composition of the final slag is expected to be similar to a typical blast furnace slag, provided that the same raw materials are used for DRI production as today for the blast furnace. The existing BOF steel shop and all other metallurgical process steps will remain. That is relevant as well for some steel qualities as the production capacity per batch [32]. Today SAFs are mainly used for ferro alloys and non-ferrous metal production [33]. The new SAFs for pig iron production must be bigger, up to 20 m in diameter [31]. But also the new EAFs will be much bigger compared to most of the today’s scrap-based EAFs. With respect to the use of the new SAF slag as a cementitious material it is a big advantage of the continuous process that conventional granulation facilities being established for blast furnace slag can be used. These facilities transform the liquid slag into a material being nearly totally glassy which is the prerequisite for its latent hydraulic reactivity [1].
Figure 7 shows schematically both alternatives for the electric smelting of DRI [22].
Different steel companies decided to follow different alternatives. The projects “tkH2Steel” (thyssenkrupp Steel Europe) [31, 32] and “Zeremis” (Tata Steel) will combine DRI and SAF. The projects “SALCOS” (Salzgitter) [34], “XCarb” (ArcelorMittal) [35], “Pure Steel+” (Dillinger), “HYBRIT” (SSAB) [36] or “H2 Green Steel” (HSGS) [29] will combine DRI and EAF.
Regarding the time scale the goals are very ambitious. In 2025/2026 the first blast furnaces should close. “SALCOS” should result already in 2033 in a 95% CO2 reduction for the steel production, compared to 2018. For that project a first contract for an EAF has been signed in 2022 [37]. It will have a capacity of 1.9 Mt/a and 220 t per batch, respectively. In 2033 2 DRI plants and 3 EAFs should have substituted the 3 blast furnaces and 3 BOFs in Salzgitter. For “tkH2Steel” as well the first DRI plant as the related 2 SAFs and the slag granulation plant have been ordered, too [28].
4 The new slag types
All new steel production routes will produce new types of slags and specific slag/metal ratios, resulting total slag volumes, chemical and mineralogical composition and physical properties of the new liquid and solidified slags are yet unknown. Thus, also their technical and environmental properties are still unknown.
Volumes and properties depend on the future ore and pellet availability and quality, the electrical smelting process (EAF or SAF), the DRI/scrap ratio (DRI/EAF route), the slag adjustment according to metallurgical and cementitious requirements, a potential separate slag treatment in order to reduce the high iron oxide and heavy metals content (DRI/EAF route) and – of course – the cooling process of the liquid slag (wet/dry granulation or slag pit). Based on current knowledge and expectations Table 2 summarises the most relevant aspects regarding the new slags. It is quite clear that differences compared to GBS may result in more or less significant differences of the cementitious properties. Table 2 does not consider additional activities to modify the liquid slags during slag tapping or in separate conditioning facilities.
It is expected that the DRI/SAF route will create a slag very similar to GBS, if it is granulated. In case of a worldwide transition from the blast furnace/BOF route to the DRI/electrical smelting routes the same ore qualities have to be used as today. However, DRI processes need mainly pellets made from fine-grained ores and there is yet a lack of pelletizing capacities. Thus, at least in the next years the pellet availability will have a decisive influence on the resulting slag chemistry. For example, compared to blast furnace slag an intensified use of pellets made from magnetite ores type Kiruna may increase the content of Ti, Cr and V in the slags.
For the DRI/EAF route not only DRI, but also scrap is used as iron source. The scrap share will differ between 30-50% Fe input into the EAF. As a consequence, the heavy metals input into the new slags will increase significantly. In particular, the total chromium content will be much higher compared to GBS. Today German scrap based EAF slags have a total chromium content of about 4300 mg/kg (median value after aqua regia dissolution). However, it has to be underlined that iron and steel slags do not contain Cr-VI, but only Cr-III [38].
5 Research projects
With respect to the new slags, but also to scrap-based EAF slag, to BOF slag and to slag from the HIsarna® smelting reduction process, most of the current research activities aim to transform the slags into a material with latent hydraulic (comparable to GBS) or hydraulic (comparable to clinker) properties. To substitute clinker in cement promises the highest economic and ecological benefit compared to the today’s use of steel slags “only” as a substitute for natural aggregates.
But besides cementitious applications also the potential use as a concrete aggregate is of high interest due to the high material demand of concrete production. According to the German Building Materials Association about 125 Mt of sand and gravel are used yearly in Germany only for concrete production [39] and it is stated that “the use of secondary raw materials is a key contribution for substituting primary raw materials and thus plays an active role in conserving resources”.
All running projects dealing with the new slags resulting from DRI/electrical smelting processes must face the problem that at present the availability of DRI is generally very limited and that first industrial plants to be realised within the next years do not yet exist. Thus, there is no availability of DRI-based new slag types being produced in industrial scale and all tests have to be done in lab- or semi-industrial scale.
5.1 New slags: DRI/EAF route
Regarding the DRI/EAF route FEhS co-operates with Salzgitter, Holcim, Bundesanstalt für Materialforschung und -prüfung (BAM) and additional partners within the running project “DRI-EOS” [40, 41, 42, 43]. Table 3 shows the expected chemical composition of future DRI/EAF slags compared to many GBS being analysed for FEhS member steel plants in 2008-2020.
It is obvious that regarding basicity (glass formation), Fe oxides (reduction and metal recovery), Al2O3 content (slag reactivity) and maybe heavy metals content a certain treatment of the liquid slag will be unavoidable. Some more details of the project are discussed in [42, 43, 44].
Another running European project is “InSGeP” [45]. It does not directly investigate the cementitious properties of the DRI/EAF slags, but the different raw materials being available for the DRI process and the consequences for the resulting slags.
5.2 News slags: DRI/SAF route
Regarding the DRI/SAF route FEhS co-operates with thyssenkrupp Steel, Heidelberg Materials and other partners within the project “SAVE CO2” [46, 47, 48]. The project deals with all relevant topics along the upcoming production chain: Melting behaviour of DRI/HBI, impact on refractory materials and electrodes, energy demand, metal quality, slag composition, conditioning and granulation, and slag utilization for cementitious purposes.
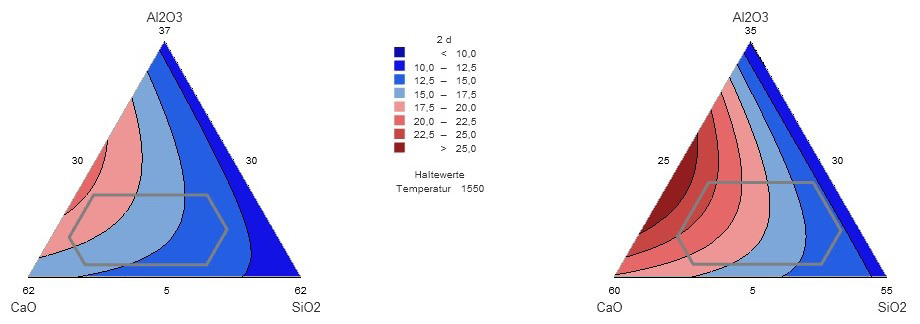
In order to judge the impact of different potential chemical compositions of the new slag on the reactivity in a cementitious system FEhS made several melting and water granulation lab-scale tests. A statistical design of experiments was drafted to cover a wide range of possible future chemical slag compositions and to reduce the number of tests to be done. In a Tammann furnace artificial slags were melted in a carbon crucible under reducing atmosphere. Table 4 shows the varied parameters and their range based on the long-time experiences with GBS. Figure 13 shows exemplary the parallel 2 days mortar strength impact of basicity and Al2O3 content at two MgO levels while the slag temperature was fixed at 1550 °C. The grey framed fields represent the tested area. The results offer a good basis to define the targeted chemical composition for a first smelting test in industrial scale being realized in summer 2023. Some more details of the project are discussed in [44].
5.3 Remaining slags
It is very likely that the future volume of new slag types will be significantly lower compared to the today’s GBS production. Thus, additional projects aim to qualify the remaining scrap-based EAF slag or the BOF slag for cementitious applications, too. In addition, the experiences for these EAF slags will be helpful in understanding the behaviour and reactivity of the new slags from the DRI/EAF route.
At a usual fineness crystalline EAF and BOF slags do not show a relevant hydraulic reactivity [10, 44]. In order to “activate” the significant C2S content of BOF slags it was proposed to adjust a very high fineness [49, 50]. However, it is clear that such a process would require an enormous grinding energy demand. In addition, the volume stability of the BOF slag has to be guaranteed which is often endangered by free lime. With respect to liquid BOF slag it was shown many years ago that it is possible to create a material similar to clinker [51]. Around 2010 this idea was re-discovered and promising test results were published several times [52, 53, 54, 55]. Nevertheless, the process was not realized. The main reason is that these investigations were done at melting temperatures up to 1800 °C which is far above the typical temperature of a liquid BOF slag after tapping (1600-1650 °C). Considering this, since 2021 BAM and several partners execute the “SlagCEM” project [42, 43, 56]. Its main task is to modify the liquid slag chemistry under realistic conditions. A test at pilot scale is planned to be realized by the end of 2023.
Regarding liquid EAF slags already in 2013-2015 FEhS organised the “KLINKEOS” project [57, 58, 59, 60]. Its main outcome was that due to a lack of CaO and a very high slag viscosity after Fe oxide reduction and lime addition a clinker transformation process is not a realistic option for EAF slags. It seems to be much more promising to reduce the lime content and to transform the slag into a GBS-like glassy material by quenching. Starting in 2019 this approach was taken in the projects “EHPEOS” [61] and “KONDEOS” [62]. However, these projects were not focused on cementitious applications, but on forming certain mineral phases. In the last two years FEhS organised granulation tests in two German EAF steel plants. After decreasing the high basicity of the liquid slags by silica sand addition into the EAF the slags were water-quenched using a mobile granulation facility of FEhS (Figure 9). Without decreasing the basicity the slag would have such a high crystallisation rate that only low glass contents are achievable.
Table 5 shows in an exemplary way the chemical composition for 3 granulated EAF slags measured by XRF (fusion melt) and compared to GBS. The slags were very different depending on the steel qualities being produced resulting in different scrap qualities and mixes. The basicity CaO/SiO2 of EAF slag No. 5 was decreased from about 2.2 to 1.5. The total chromium contents, measured by ICP-MS after microwave digestion, were 12600, 14760 and 10950 mg/kg, respectively. As expected, Cr-VI was not detected (< 1.0 mg/kg).
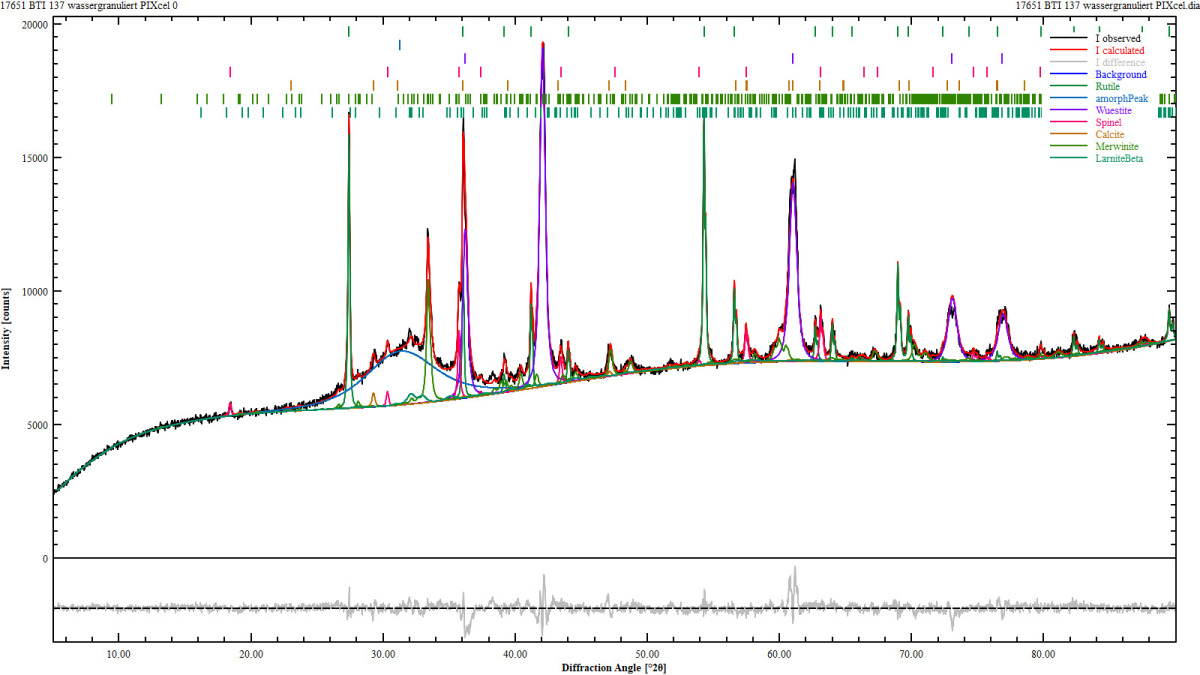
The glass contents were 33 vol.-% (slag No. 2), 68 vol.-% (slag No. 5) and 92 vol.-% (slag No. 3). Thus, the basicities of slags No. 2 and No. 5 were evidently still too high. The main mineral phases, measured by quantitative XRD (Rutile standard), were Bredigite (7 CaO·MgO·4 SiO2), Larnite (β-2 CaO·SiO2), Wustite (FeO) for slag No. 3 and Wustite, Merwinite (3 CaO·MgO·2 SiO2) for slag No. 5, respectively.
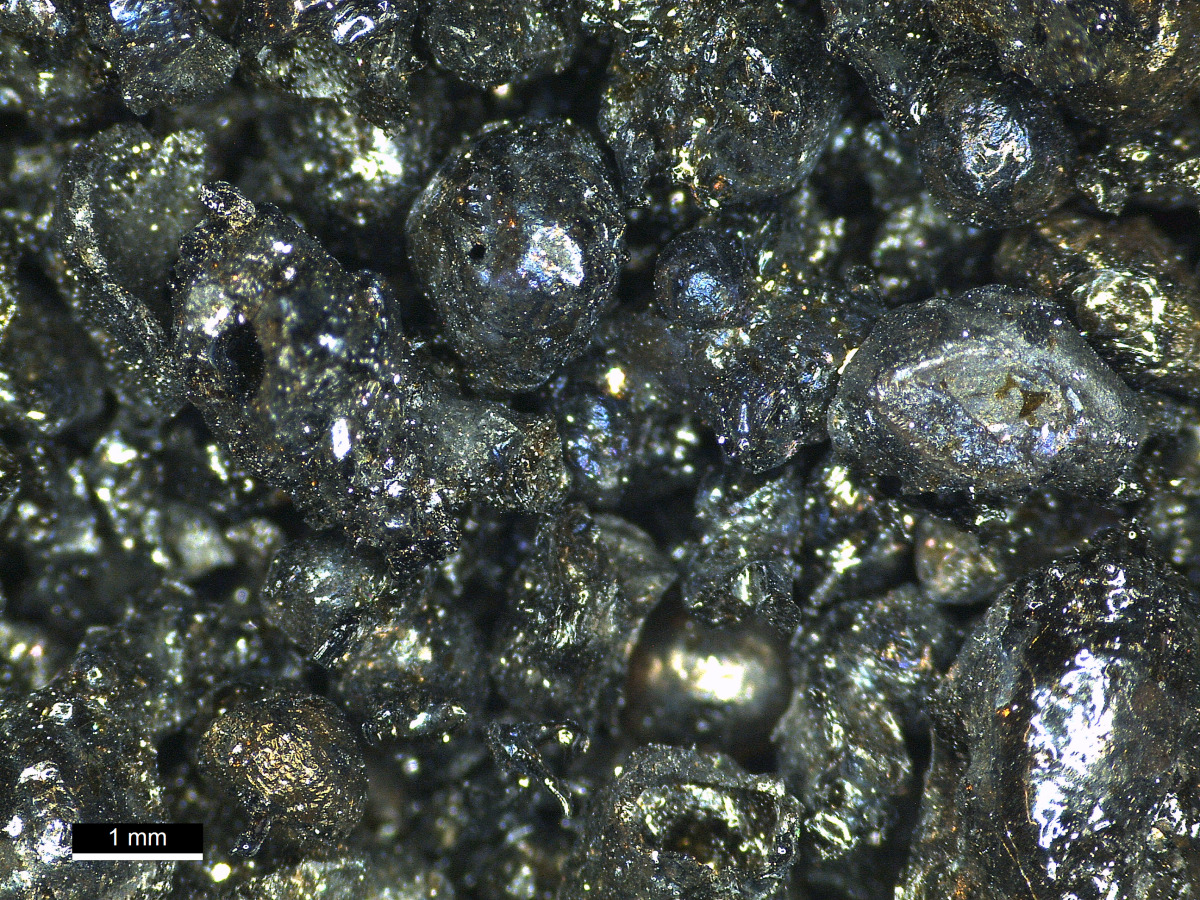
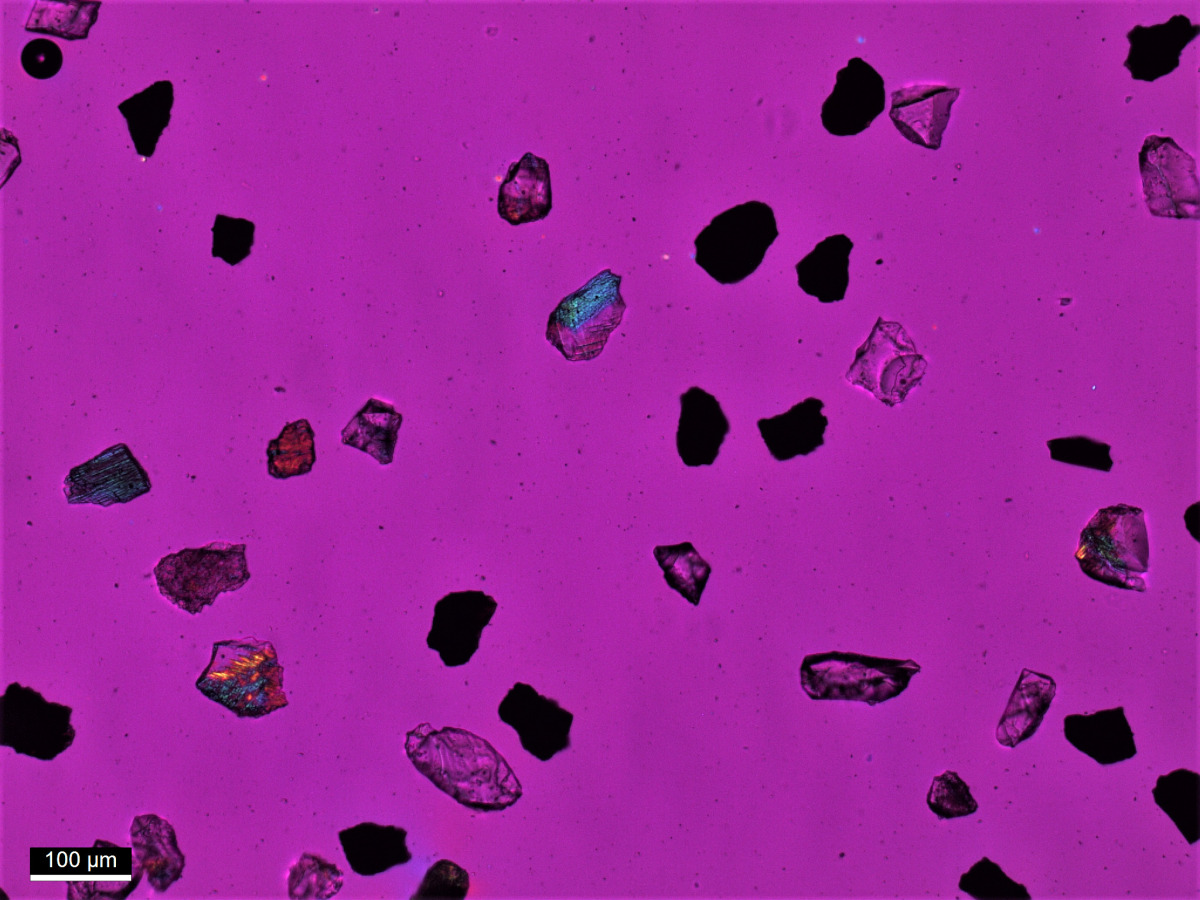
Due to the high iron oxide content the slag grains were very dark (Figure 10). For comparison, Figure 11 shows a mixture of the granulated EAF slag No. 5 with a GBS with a below average glass content of only 77 vol.-%, measured by transmitting light microscopy [63]. EAF slag grains appears black, glassy GBS grains are transparent and (semi-)crystalline GBS grains are coloured. Due to the dark colour the glass content of granulated EAF slag must be measured by quantitative XRD (Figure 12).
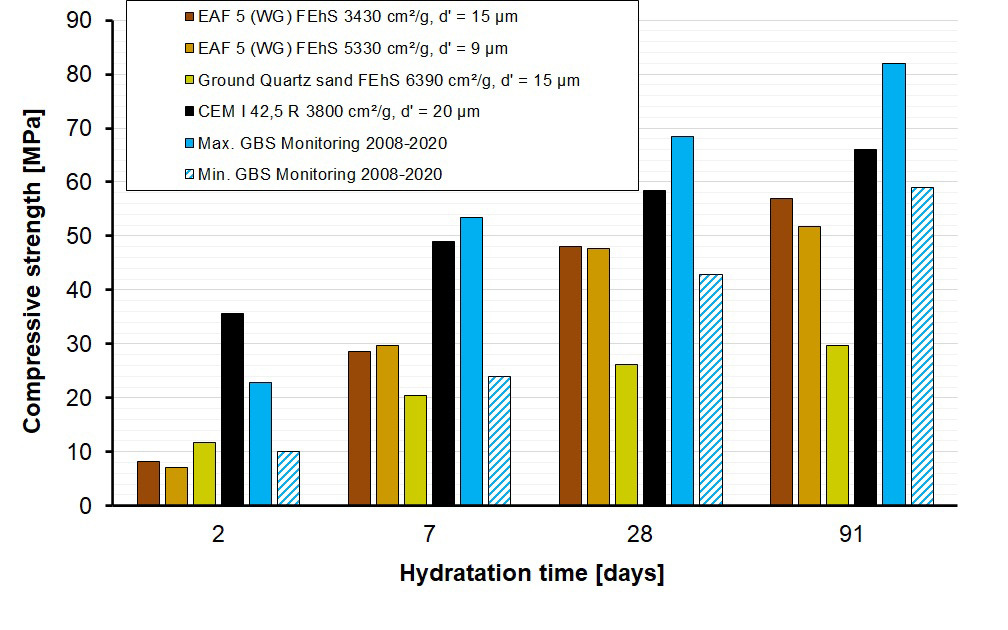
After grinding the slags to a typical cement fineness (d’RRSB = 15-16 µm) 50 wt.-% of ground slag and ground Quartz sand (= inert comparison) were mixed with 50 wt.-% of a Portland cement CEM I 42.5 R which fulfilled the requirements for a test cement according to EN 15167-1. Figure 13 shows the strength results for mortars made according to EN 196-1.
It is obvious that the 2 days strength was dominated from the clinker reaction. But already after 7 days all EAF slags showed an own strength contribution compared to the ground quartz sand. This contribution was comparable to GBS with a lower reactivity. Comparing the reactivity level with the GBS range must consider, that besides the low glass content of EAF slags No. 2 and No. 5 also the Al2O3 content was very low. In addition, it is not yet investigated whether the much higher heavy metals content (in particular chromium) might play a glass stabilisation (i.e. dissolution retarding) role. In addition, there seems to be a negative influence of some heavy metals on the clinker reaction [10]. Moreover, there is no simple correlation between slag reactivity (strength contribution) and chemical composition. For example, EAF slag No. 2 had a negative low glass content, but at the same time a positive higher basicity compared to EAF slag No. 3. As a result, the strength development of the mortars was very similar.
All in all, the results show a significant latent hydraulic potential of treated and granulated scrap-based EAF slags. Therefore, also the new slags from the DRI/EAF route may show this potential and – on principle – it should be possible to optimize it by, for example, further treatment of the liquid slags during tapping or in a secondary slag metallurgy process. However, such a treatment is complex regarding technical, logistical and economical issues. For example, the addition of reduction agents may result in intensive foaming of the slag (Figure 14).
6 Challenges
Regarding the steel production transformation process and the related slag topics, there are several challenges with respect to investment (several billions Euro) and higher operational costs, metallurgical issues, frame conditions (e.g. availability of green H2 and power; scrap market), market conditions (e.g. Green Public Procurement), slag processing (e.g. viscosity increase after reduction), slag reactivity (e.g. depending on chemical composition and glass content), other technical properties (e.g. grinding energy demand), slag customer acceptance and legal restrictions for the slag utilisation. A detailed discussion is given in [44].
Besides all technical and economical issues the environmental behaviour and the related evaluation is of highest importance for as well old as new slag types to be used in cement and concrete. Steel slags are not “dangerous substances”, as many toxicological and ecotoxicological studies have shown being used for the REACH registration process [64]. Thus, a potential hazard may only result from an unacceptable leaching. But numerous leaching tests made for the pure slags, for concretes made with steel slags as cement constituent or aggregate and for recycled aggregates resulting from these concretes resulted in fulfilling the relevant requirements. Nevertheless, in some countries there are limiting values for heavy metal contents in the solid (Table 6). Their justification is the aim to avoid a vague “enrichment of harmful substances in the reusable materials circuit”. However, this justification ignores, for example, that also some natural minerals contain heavy metals in the same magnitude as steel slags do. There are ongoing discussions as well with the cement industry as with relevant authorities on existing limiting values, in particular for chromium. Considering the knowledge on the problematic heavy metals reduction in liquid steel slags it is quite clear that without a shift from a solid-based to a leachate-based evaluation or at least without a modification of the limiting values (e.g. considering Cr-VI instead of Cr-III) as well the existing as the new steel slag types will not be available as SCMs or concrete aggregates. As a consequence, their potential contribution to avoid CO2 emissions and to save natural resources (raw materials, energy) would be unused.
7 Conclusions
The goals of the European steel producers to reduce significantly CO2 emissions by implementation of new processes are very ambitious and will have a strong impact on the generation of slags and their use in cement and concrete. The European steel industry has a pioneering role, whereas in other world regions new steel plants are erected based on the blast furnace/BOF route. The running and upcoming projects must solve a lot of technical and metallurgical tasks, also regarding handling, treatment, quality and utilization of the new slags. Even though their specific and total volumes are expected to be lower compared to today, it is quite clear that dumping should be avoided and that the preferred task should be to generate a latent hydraulic substitute for GBS. Moreover, in order to compensate the stepwise decrease of GBS it is an option to qualify also the remaining scrap-based EAF and the BOF slags for cementitious applications. However, many questions regarding technical, economical and political frame conditions have still to be answered. In addition, in some countries the environmental requirements for building materials should be focused on the potential release of heavy metals instead of their content in the solid state.
tag, 10.06.2021
in steel slags. Steel Research 87 (2017) 9999, DOI: 10.1002/srin.201700206
Basis erzeugter EAF-Schlacke in der Zementindustrie. BMBF-Forschungsvorhaben Nr. 03SF0676, 2022-2026
produktionsrouten – Herstellung von Stahlwerkss-
chlacke basierten Ausgangsstoffen für die Zement-
industrie. 10. Berliner Konferenz – Mineralische Nebenprodukte und Abfälle, Berlin, 12.-13.06.2023
trie zur Verringerung der CO2-Emissionen. BMBF-
Forschungsvorhaben Nr. 01LJ2004, 2021-2025
chlacke als reaktiver Zementhauptbestandteil. 18. Int. Baustofftagung ibausil, Weimar, 12.-15.09.2012
cess for production of cement clinker from steelmaking
slags. Cement International 15 (2017), pp. 46-51
chlacken in der Baustoffindustrie. 20. Int. Baustoff-
tagung ibausil, Weimar, 12.-14.09.2018
ofenschlacke für hochwertige Bindemittel. 19. Int.
Baustofftagung ibausil, Weimar, 16.-18.09. 2015
lung von Elektroofenschlacke. DBU-Forschungs-
vorhaben Nr. 34904/01-21, 2019-2021
tungsfähiger Metalle. BMBF-Forschungsvorhaben Nr. 033RO16, 2019-2023
registered-dossier/16143
lagen für den Einsatz von Abfällen als Ersatzrohstoffe in Anlagen zur Zementerzeugung. Vienna, 2017
ungen an neue Zemente. sia-Merkblatt 2049, 2014
Verwaltungsvorschrift Technische Baubestimmungen (MVV TB) 2023/1, Anhang 10 – Anforderungen an bauliche Anlagen bezüglich der Auswirkungen auf Boden und Gewässer (ABuG), Stand April 2022. Berlin