Martin Marietta controls damage and spillage at limestone conveyor drop points



One of the largest cement producers in the state of Texas/USA has eliminated a source of fugitive material and equipment damage on one of its essential conveyor arteries transporting crushed limestone from a storage dome to two kilns through an underground tunnel. The Martin Marietta facility in New Braunfels adopted several technologies from Martin Engineering (Neponset, IL) to mitigate the effect of drop forces from 203 mm minus rocks falling 6 m onto the B-06 conveyor, including a rock box, impact cradle, settling zone and skirt sealing. Installed with a series of belt trackers to maintain proper alignment and a V-plow system to protect the tail pulley, the upgrades are helping the Hunter plant in New Braunfels avoid belt and idler damage, spillage and downtime.
According to Martin Marietta Reliability Engineer Rajeshwar Rao Akula, the conveyor problems were impacting operations across the entire facility. Every week or so, the system was shut down and a team of 3 to 4 workers would take the better part of a shift to go in with shovels and wheelbarrows to dig the system out and keep it operational. In addition to that a belt replacement every six months was necessary, which caused quite some costs.
The Hunter Cement facility has a large quarry that extracts limestone and sends it to a 60 000-t storage dome, which is over 97.5 m in diameter. From there, approximately 317.5 to 362.8 t/h of limestone is loaded into a crusher that breaks down the rock to 203 mm minus in diameter, then deposits the material into a chute with a 6-meter drop onto a 1066 mm conveyor belt. The limestone is conveyed at 1.93 m/sec at a 35-degree incline for 48 m through the tunnel and 46 m in open air, then directed to the proper kiln to be mixed, heated and processed.
After an analysis, the Martin Engineering team presented a detailed proposal offering a solution that involved several components working in concert to address the belt’s issues. The first recommendation was to install a rock box, which works like a series of shelves, catching and distributing the limestone with reduced force onto an impact cradle. Located directly under the chute, the impact cradle is mounted on four rugged steel I-beam supports, able to sustain an impact force of 5443 kg. The specially engineered impact bars are based on an aluminum T-slot design, which is surrounded by a layer of energy-absorbing 83 A durometer urethane and coated with low-friction UHMW plastic to reduce friction and belt fraying.
Following the impact cradle within the 10.3 m settling zone, the team recommended a series of adjustable slider cradles that support the belt to prevent spillage from belt edge sag and to eliminate entrapment points where material commonly got caught. Another key element of the assessment was an external skirting system along the chute box, sealing the chute to the belt. Specially designed to provide dual-seal efficiency with a one-piece 70 Shore D EPDM durometer rubber composite skirt and an attached strip, the skirting floats on the belt and self-adjusts to maintain an effective seal.
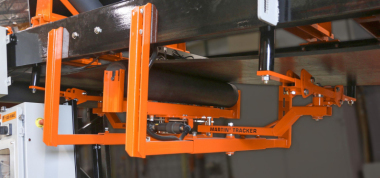
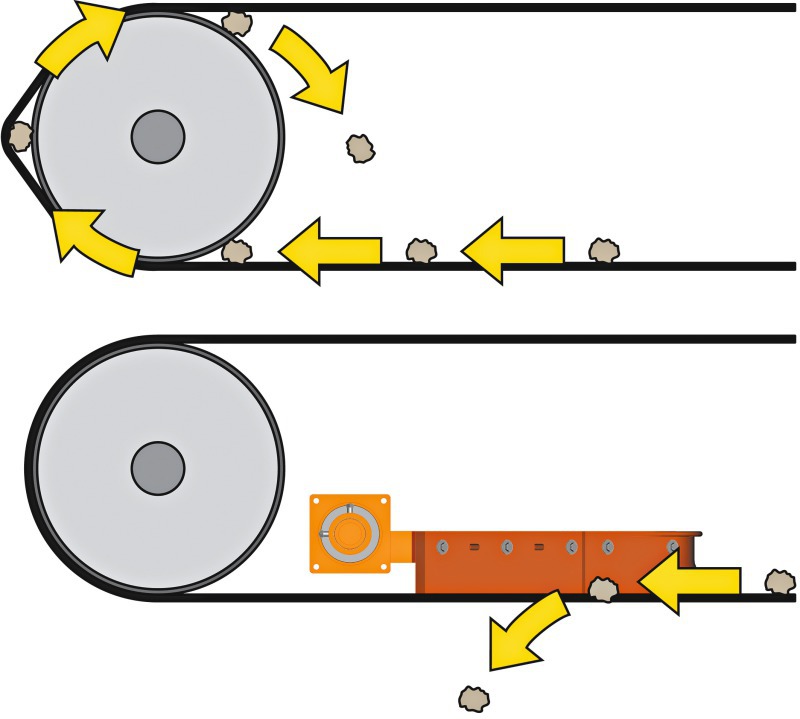
Mounted on a dual steel bar attached to the mainframe a few feet from the tail pulley, the V‑plow has a unique suspension system that allows the polyurethane blade to rise and fall with fluctuations in belt tension. Any material carried back on the top of the belt return is deflected to either side of the frame before it reaches the tail pulley.
Installation by Martin Engineering technicians took less than two weeks, and coincided with scheduled breaks for other improvement projects addressing issues throughout the facility. Since the conclusion of work, monthly Walk the Belt inspections conducted by Martin Engineering technicians have recorded healthy pulleys and no significant belt damage or need for replacement. Spillage cleanup time has been significantly reduced to an as-needed basis, without the requisite system shutdown.
//www.martin-eng.com" target="_blank" >www.martin-eng.com:www.martin-eng.com