Mogensen Sizer technology for processing sand
for renders and mortar renders






Summary: The variety of premixes available on the market for the preparation of concrete, mortar, render, adhesives, coating compounds and related products has steadily increased in recent years and has now reached almost immense proportions. As a result, the process engineering for preparation of the necessary sand mixes must meet extreme requirements in certain applications. The classical Mogensen Sizer technology, which enables multiple separations of different basic materials in a minimum of space is successfully used for modern sand processing in the futuristic mixing tower at Saint-Gobain Weber-Beamix in Eindhoven.
Besides the basic mineral materials like gravel, quartz, stone, lime, cement, gypsum, clay, anhydrite and trass, chemical additives and non-mineral additives are indispensable components for improving the quality of use and working properties of modern building materials. The market can supply optimal special mixes for every application. Crucial for the warranted properties of these products is not only their material composition, but to a large extent their exact compliance with certain particle size specifications and mixing ratios too.
This results in considerable changes in the process and plant engineering for the production of the required sands. A few years ago, the dominant practice was processing of the raw sand at the sand or gravel works or at the quarry, while the components were mixed directly at the construction site. In a transitional phase, medium-sized suppliers of building sands switched to producing premixes in mixing plants, which were then supplied as dry mortar to the end-users or distributors. In the meantime, major international groups have captured the market for ready-mixed mortar and produce huge quantities of these mixes in ultramodern, automatically controlled plants within large factory complexes. Some of these high-quality products are sold all over Europe.
One of the biggest and most innovative players on the European market for mortar mixes is the “maxit group”, which was sold by HeidelbergCement AG to the international Saint-Gobain Group in 2008 and since then has been active on the market together with the Saint-Gobain-Weber Division as Weber-Maxit. The “maxit group” had evolved from the Merdingen Lime Works, which was founded in 1929 and has enjoyed strong growth thanks to the development of new company divisions, the integration of Heidelberger Trockenmörtelwerke and HBC Bauchemie as well as the takeover of Fibo Exclay GmbH and Südharzer Gipswerke. The inclusion of smaller containers in the product range in 2004 has led to another growth spurt for the company.
Under the brand name, Weber-Maxit, 20 different products are currently available, including 70 different plasters, 40 mortars, 10 adhesives, 10 screeds, 10 coatings and 10 speciality sands.
The logical practice for such a wide range is to buy in the starting products from external suppliers and combine them in central mixing plants. Building materials plants in the Saint-Gobain Weber-Maxit Group are now located all over Europe. New plants are constantly added, especially in Eastern Europe and existing plants are being extended and modernized. For instance, the long-established Beamix plant, which is now part of the Weber-Maxit Group, was equipped with a new mixing tower. With its unusual aesthetic appeal, the futuristic architectonic design of this industrial structure (Fig. 1 and 2) has attracted considerable interest from trade professionals and the public.
The future-oriented exterior of the Beamix-Eindhoven “landmark” symbolizes the technological progress in the development and production of modern designer building materials. The screening system installed in the upper part of the tower for the production of tailored sand grades relies on Mogensen’s Sizer technology.
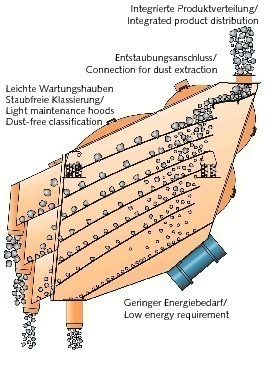
For more than 40 years, the Mogensen GmbH in Wedel near Hamburg, now a subsidiary of the Allgaier Group, has been engineering high-quality machines for multi-sizing a wide range of bulk solids according to its Sizer principle. This patented principle is based on the research findings of the Swedish scientist and entrepreneur Fredrik Mogensen. He scientifically proved that multi-deck screens with screening decks arranged above one another at increasingly steep slopes from the top to the bottom (Fig. 3) demonstrate considerable advantages in respect of throughput rate, number of possible cuts, space and energy requirement as well as operating reliability and flexibility in application.
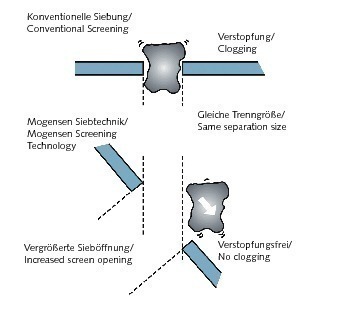
Crucial for the practical advantages of the Sizer technology is the fact that with slanted screen decks, it is not the mesh width of the screening surface but the projection of the apertures in the direction of the flight path of the screened particles that determines the cut-point. The particles do not form a material bed on the screening surface, but free-fall through the inclined screens. The coarser particles are skimmed off and discharged in the direction of screen inclination, while the finer particles fall almost unhindered through the screen mesh. The resulting increase in the probability of passage effects a higher throughput rate and lowers proneness to screen pegging or clogging (Fig. 4).
The variety of Maxit product grades can only be guaranteed if different defined recipes can be produced as required from a very large number of finished screen grades from different basic materials. This is possible if a sufficient number of grades can be stocked in silos after screening, discharged in an electronically controlled process and mixed continuously with each other in the required mixing ratio in accordance with the recipe.
With conventional screen systems, the necessary availability of the numerous screened fractions would demand a large number of differently equipped screens or repeated refitting of the machines with suitable screening meshes. On account of the formation of material beds on the screening surfaces and the associated long residence times of the feed material in the machines, such a plant would be very bulky and very complex with regard to the machines needed. Conveying, metering and distributing equipment and the necessary support structure would represent a considerable additional cost factor.
It was therefore necessary to design a screening system that consists of a single screen despite the large number of product grades to be cut. For this task, the Mogensen Sizer is particularly suitable.
The Mogensen Sizer SC 3068 with six screen decks used here has a working width of 3 m and is divided at the centre into two halves by a vertical partition. With this set-up, theoretically up to 14 screen fractions can be produced in one pass, providing the feed material is constant.
In the application described here, the client required four cuts in the size range from 0.5–6 mm for three different sands in the size range 0–1 mm (fine), 0–10 mm (medium) and 0–12 mm (coarse). In addition, protective screening at 12 mm was specified. For all feed materials, a screening rate of at least 80 t/h was expected.
As the protective screening could be integrated in the feed distributor, the Sizer only needed to perform four cuts. Consequently, it was possible to the combine the overflows of the Screen Decks 1 and 2 as well as of Screen Decks 3 and 4 in the discharge so as to take the load off the screen mesh. This is always expedient when the sands fed to the screen have strong material concentrations in different size ranges.
The screen is arranged as usual above the silo in the mixing tower. The feed material is lifted by means of a bucket elevator from the bottom level to below the roof of the mixing tower and transferred to a Mogensen BB 655 vibrating conveyor, which conveys the material horizontally to the intake of the Mogensen FX 1044 transverse spreader feeder (Fig. 5).
A screening section with a 12-mm mesh width for the removal of extraneous matter and agglomerates is integrated in the feeder trough, which is arranged at a right angle to the direction of feed transport on the screen, above the intake pipes (Fig. 6).
The special geometry of the discharge outlet in the base of the trough ensures conveying and metered discharge of the material stream for its uniform distribution of the width of the screen (Fig. 7). Like the vibrating conveyor, the transverse spreader is vibrated in a linear motion by two vibrating motors.
The central element of the screen is the Mogensen Sizer. The compact, dust-tight encapsulated machine is equipped with 2 x 6 screen decks, each measuring 2.4 m in length, arranged above each other. The screening surfaces are optimally tensioned lengthways with the patented screen tensioner. Five sand grades are produced. The three coarser grades are sent via S-shaped pipes at the discharge hood and downpipes to the silo intakes. The fines discharges are arranged under the screen, the fraction < 0.5 mm being taken off horizontally in a 4-m-long vibrating tubular conveyor (Fig. 8).
The very light, but extremely vibration-resistant housing is fully welded. Only the covers are secured with patented wedge fasteners. Unlike the feeders, the linear vibration of the Sizer is effected by vibrators. These vibrators consist of centrifugal weights with oil-encased special gears and are mounted underneath the Sizer. They are driven by means of a cardan shaft by a standard motor supplied by the client. All Sizer surfaces and other components in contact with the product are given maximum wear protection with selected protective materials.
Thanks to the Sizer’s weight-saving design, the machine only weighs around 9000 kg. For a vibrating screen for fine screening at a rate of 80 t/h, this is very light. As the machine is installed in the upper section of the mixing tower, the Sizer was installed on a separately spring-mounted vibration damping frame, which absorbs 90 % of the dynamic forces and prevents the transmission of vibrations via the support structure to the building.
To further improve the operating safety and reliability of the plant, an optional vibration monitor was fitted for the Sizer. Sensors pick up any abnormal operating behaviour and an appropriate alarm message is displayed or sounded in the control room.
After trouble-free trials, the system has now gone into operation in Eindhoven. Presumably, this plant will fully meet the client’s high expectations. After all, it was the plant operator‘s satisfaction with the screens previously delivered to the Netherlands-based facilities of the Saint-Gobain Weber-Group in previous years that crucially influenced the Group’s decision to opt for the Mogensen Sizer concept for this forward-pointing production plant.


