Redwave by BT-Wolfgang Binder GmbH
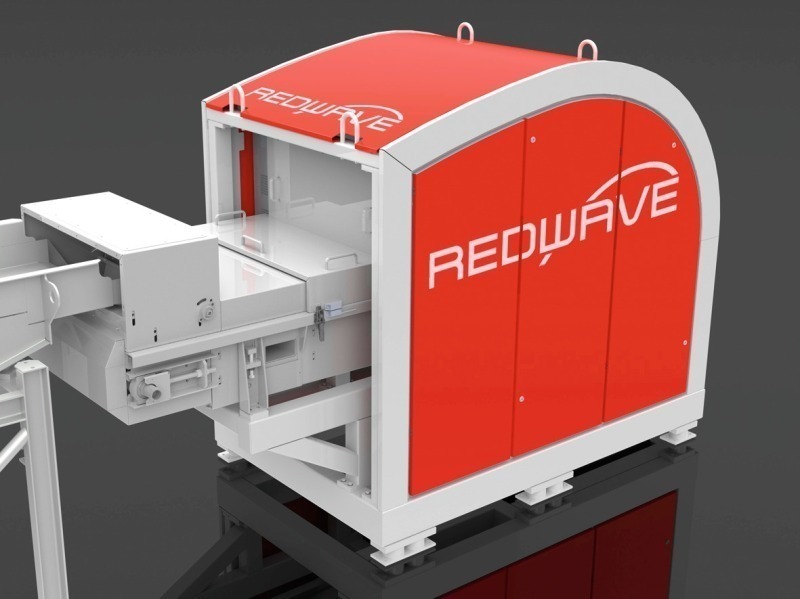
Innovations from BT-Wolfgang Binder GmbH and REDWAVE Sortiertechnik are conquering the market for industrial minerals, ores and precious stones. The company focuses on machines with multisensors. Cost efficiency and innovation in optical sorting were in the foreground, the first machines are uses in high-resolution camera systems, with the associated LED lighting, background systems and an effective working width of 2000 mm. Developed for high capacities, element detection and flexibility, the REDWAVE sorting systems (Fig.) are used in continuous mineral processing 24/7 or in intermittent operation. Designed for particle sizes up to 150 mm diameter and throughput rates of 200 t/h, the XRF sorting system is suitable for industrial minerals with a conveying rate of 2.7 m/s in the limestone industry, silicas, magnesite and talc.