The process industry is a broad field, ranging from chemicals, petrochemicals and gas processing through pharmaceuticals, the food and sugar industry to cellulose, paper, glass, steel and cement production. Today, there is no sector in which commercially viable production of constant quality would be conceivable without automation engineering. Here, it is not only having the right sensor and actuator technology which plays an important role; the appropriate I&C software is also decisive. However, in order to develop reliable software for the process industry it is essential to have a very detailed understanding of the processes involved. Only in this way is it possible to avoid errors which may lead to critical situations or costly downtimes.
Modernization ensures competitiveness
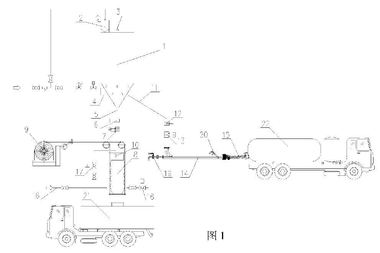
In 2001 the HeidelbergCement Group took over the Cesla cement works in Slantsy/Russia (Fig. 1). Since then, the existing production areas have been gradually automated, renovated and complemented by new departments. As well as the relevant component suppliers, electrical planning experts and many others, software developers were also required. This was where the Roesberg automation experts came in, together with their cooperation partner Profi-Vision. On the one hand, they were familiar with the controls to be used in the cement works, having already programmed them in many other applications, and on the other hand, they had accumulated process know-how in numerous other projects in the cement industry. Since then the automation experts have developed software for many different sub-projects in the Cesla cement works. Today, approximately 1 million tonnes of cement leave the factory every year.
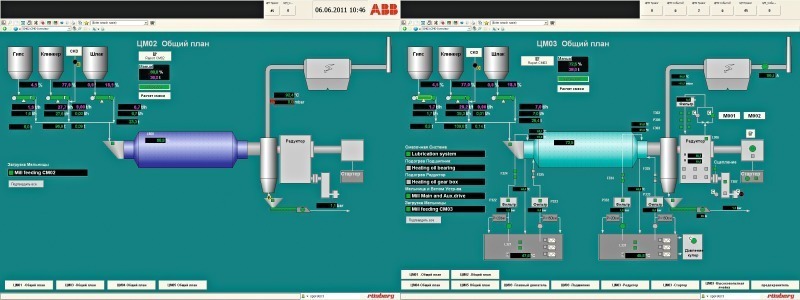
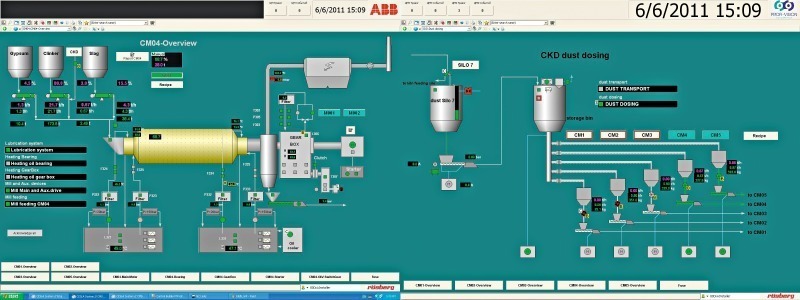
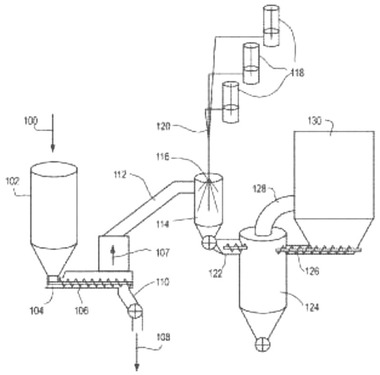
Roesberg played a key role in software development and commissioning in the sub-projects, which have included the commissioning of an additional cement mill, the modernization of existing cement mills (Fig. 2), the commissioning of a clinker cooler dedusting system (Fig. 3), and the kiln dust weighfeeding, including integration of the weighfeeders into the distribution and control system (Fig. 4). For this purpose two operator stations and several central units for control have been installed. Dipl.-Ing. (FH) Karsten Wolf, responsible for the project at Roesberg, explained how the firm secured the contract: “We were originally recommended by ABB, because we have also programmed their controls successfully in numerous projects. We were then entrusted with other sub-projects because the customer was satisfied with our working methods and our results.”
Automation pays off
The fact that automation pays off rapidly in daily operation is best illustrated by the integration of the belt weighfeeders of mills 1 to 4 into the central control system. When automating the relevant main drives (Fig. 5) the temperature, oil circuit, lubrications, position, pressures and numerous other parameters had to be measured and adjusted according to specified requirements. So it was only logical to integrate the cement mills and weighing devices into the control system.
Constant cement quality
The belt weighfeeding system ensures that the individual starting ingredients for the cement (cement clinker, gypsum and additives) are fed into the mill in the right proportions. However, until now the weighfeeders and the mill were started and controlled separately. “For instance, if one weighfeeder stopped and another went on working as usual, it was bound to have a negative effect on the quality,” said Wolf. “We have now integrated the weighfeeders and the mill into the central control system. In this way the individual processes can be interlinked, so that if a weighfeeder stops working or there is a blockage in the supply containers, an alarm signal is automatically activated. If the fault has not been put right after a certain time, all the weighfeeders and the mill stop automatically. Only in this way can cement of a consistently high quality be produced.” Thus thanks to automation it is possible to react faster to breakdowns. Another advantage is that continuous documentation is available in the interests of retraceability.
Protecting the environment – and the customer‘s wallet
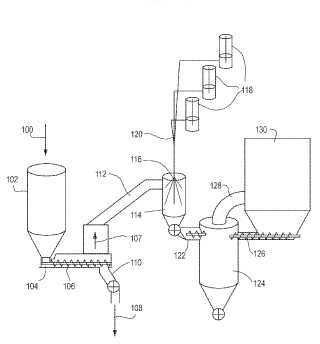
To protect the environment, the waste gases from the cement rotary kiln and the clinker cooler exhaust are cooled and filtered. For this purpose, as a part of another sub-project a new dust collector was installed in the clinker cooler. An air-to-air cooler cools the waste gases down to a temperature of 110 °C. They are then cleaned in a bag filter until they have a residual dust content of less than 10 mg/m³. Wolf commented: “A dedusting plant at a cement factory is quite an impressive size. Since the temperature of the air intake fluctuates continuously, it is no simple matter from a control technology viewpoint to achieve a constant output temperature, since apart from the volume of exhaust and the rotational speed of the cooler fans, there are many other components which play an important role. Among other tasks, we had to regulate the rotation speed of the fans according to the air intake temperatures at all times in such a way that the final air output temperature never exceeded a maximum limit value, but was also not cooled down to an unnecessarily low temperature.” The cooler exhaust air filter brings benefits from an economic viewpoint, too: the dust extracted by the filter is a valuable component which can be directly added into the cement milling process. In this way, optimal use is made of all raw materials and productivity is increased.
Project development and implementation
One of the most complex sub-projects in the Cesla cement works was the kiln dust weighfeeding system. Wolf explains why: “After all it is ultimately the kiln dust weighfeeding system which ensures that the dust filtered out from the kiln gases is returned to production. In order to do this we have to intervene with our software at various points in the structure of the production plant. This means we are dealing with numerous interfaces and cross-communication between different controllers.” The kiln filters, and also the five cement mills, are of course involved in the kiln dust weighfeeding system.
The automation experts generally carry out a great part of the work for such projects from their home office. Once the software preparations are completed and all the necessary tests have been made, a Roesberg employee will perform the commissioning of the plant, no matter where in the world it may be. “Commissioning mainly involves installing the software in the plant and carrying out any final alterations resulting from on-site changes or the additional wishes of the user,” said Wolf. And after completion of the project, comprehensive software documentation is a matter of course. The flexibility which enables Roesberg to engage in projects anywhere in the world is one of the company‘s strengths.
Another is Roesberg‘s years of experience in the process industry, which put them in a position to understand the complex interrelations involved in projects such as this one in the cement industry. “For instance, you have to be quite clear about the fact that a clinker burning process, which usually runs at temperatures between 1400 and 1500 °C, cannot simply be shut down so that you can install software in the plant”, Wolf explained. Thus commissioning concepts have to be found which do not entail costly downtimes. And of course unscheduled stoppages at this stage have to be avoided at all costs.
At present all the current sub-projects in Cesla have been completed, but others are planned. “We have an ongoing dialogue with the plant operators, and we are optimistic about our chances of securing future contracts,” said Wolf.