Burning alternative fuels in cement kilns


Since the majority of plants already operate quite efficiently, the focus increasingly shifts towards lowering the costs for fuels rather than lowering the consumption of fuels. Furthermore, also considerations of integrated ecological-economical aspects speak very much in favor of the use of residue based fuels in cement kilns.
1 Suitability of cement kilns for the combustion of secondary fuels
Compared to other high energy-intensive production processes of cement clinker burning process allows a relatively high potential to use secondary fuels[1]. This is due to the robustness of the clinker burning process and in its principal layout as a countercurrent process. Both, the machine technology used, the nature of the materials used and the manufactured intermediate and final products are particularly suitable for co-processing. The manufacturing process of cement clinker is characterized such that the solid combustion residues are mixed directly into the product mass flows, and the exhaust gases are brought into contact with the countercurrently flowing raw meal which such acts as a process inherent absorbent for the flue gas constituents. If the process is designed properly and the machine equipment works as designed, the clinker burning process features ideal properties for use of waste derived fuels, since the combustion residues are incorporated into the product completely without any loss of quality. In accordance with the principle “reuse before recycling before thermal combustion” so satisfies the secondary fuel combustion in cement factory, both of the latter requirements very well. As an essential pan-ecological advantage is to be noted that each unit of energy used in co-processing replaces a corresponding unit of energy from fossil fuels and thus conserves resources and protects the atmosphere.
This principle appropriateness has led to high thermal substitution rates in the cement industry already, such as in Germany up to a TSR of 62% in the average (VDZ 2013). However, such high substitution rates can only be achieved if the process and the machine technology is tuned and adapted to the requirements occurring additionally through the use of alternative fuels (Fig. 1). Undoubtedly, the cement industry has needed considerably longer to meet their self-set targets for substitution rates and had to spend much higher efforts than optimistic plans provided for originally. This is attributable to both the complexity of the overall technical task but also to the diversity of waste derived fuels used.
2 Special features of secondary fuels
Although now there are several classification attempts for waste derived fuels, these classifications often evade either a sufficiently accurate description of the physical properties of the substance or they produce a large variety of classes, which in turn are not easy to handle. The reason for this is quite simply the fact that the secondary fuels consist of residues that are not so standardized by their very definition and are collected locally, regionally and at different times. However, the resulting strongly varying properties are crucial for a direct combustion. Figure 1 shows an example of the diversity of secondary fuels as utilized in the cement industry.
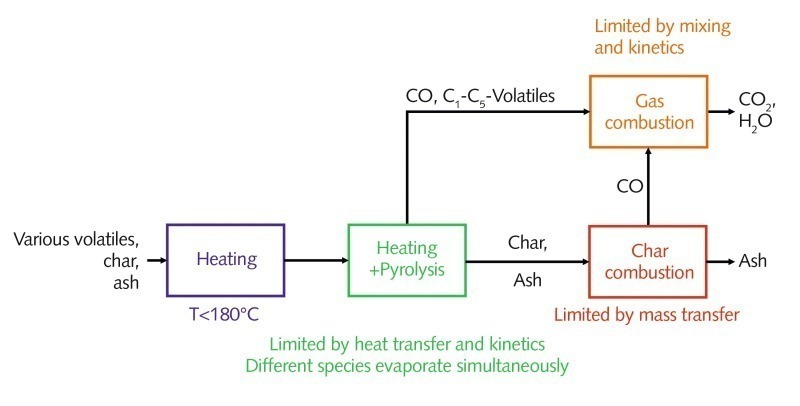
The combustion of each fuel (Fig. 2) - and thus also of secondary fuel - is mainly dependent on the following properties, which are highly fluctuating at secondary fuels:
Moisture
Physical Properties
Particle Properties
Chemical composition
Homogeneity
2.1 Moisture
Moisture plays a crucial role especially in the heating and in the drying phase (compere Fig. 2). Due to the high heat capacity of water much more energy is required to heat the fuel particles and to dry them. This energy thus does not only accrue as internal loss of the fuel energy, but also needs much residence time due to the relatively slow process of water transport in the particles. This is, of course, more critical, the larger the particles are. There is usually a most strongly pronounced techno - commercial relationship between the humidity of an alternative fuel and its price.
2.2 Physical properties
The physical nature of fuel, regardless of its particle properties, materializes for example in its density, material structure or surface texture. These properties influence its behavior in many phases of technical combustion. Thus, a high density acts, for example, on the suspendability in an air stream, thus causing a change in trajectory and residence time in either entrained flow flames or open flames. Also high density usually reduces the transport velocity of water to the particle surface during the drying phase. A smooth surface reduces, in turn, the ignition quality of a fuel particle. Physical properties of secondary fuels can only poorly be generalized because of their various origins. In very few cases, however, secondary fuels have optimum physical properties, and if so, then this is reflected in the price.
2.3 Particulate properties
Particle properties, as stated above, play a major role in the drying of the fuel particles. The key variable here is the particle size. The classic fuel technology is based on the concept that fuels are made ignitable through increase of their specific surface by particle size reduction until the desired ignition properties are met. In this sense a rule of thumb applies for rotary kiln flame for instance, that the residue on a 90 micron sieve should be half the value of the content of volatile components of the respective fuel. Hereby, the particle fineness is related directly to the chemical characteristics of a fuel. These kinds of rules of thumb apply of course only for limited application ranges and thus usually never for not powderized fuels.
2.4 Chemical composition
Especially in the last stages of the combustion process, the chemical composition of the fuel has a great effect on its combustion. The oxidation of the volatile components, but also the coke ingredients (every solid fuel produces coke during combustion), produces different flue gas compositions and releases different amounts of heat according to its chemical composition. In conjunction with design features of the technical combustion different, temperatures are resulting, which in turn feed back to the ignition of the fuels. Secondary fuels cannot be described in general terms in their chemical compositions.
2.5 Homogeneity
Non-uniformity of properties is a major drawback of alternative fuels compared to regular fuels. This inhomogeneity occurs in the case of mixed fuel from particle to particle, but additionally in nearly all solid secondary fuels also in the course of time, almost from batch to batch. The heterogeneity refers to all of the properties listed above. An exception can be made here only sometimes with certain liquid fuels and some alternative unmixed fuels. Not least, these inhomogeneities often cause problems during storage and handling of alternative fuels.
3 Options for adaptation of the combustion
to suit the requirements of co-processing
The relationships described above are valid in general both for so-called noble fuels as well as alternative fuels. In waste derived fuels, however, these difficulties occur in higher magnitude. It is the task of combustion engineers to ensure that a technical combustion system is provided, which converts the fuel properties into a desired combustion process in a best possible way. They can draw from a multitude of design options, such as e.g. reactor sizing and reactor geometry, temperature control, feed and injection type for the fuel, coupling to other processes running in the combustion chamber (e.g. pre-calcination in the calciner).
In particular, the often higher water content of the fuels, but also in case of lower heat conventional fuels, unavoidably produces a higher amount of specific exhaust gas. If the production line has no fan reserves or gas velocity limits are exceeded at critical points (e.g. in the kiln inlet chamber), an increased use of alternative fuels in such installations produces a decrease of the maximum attainable output. Nevertheless, the use of secondary fuels for these plants can be economically viable - and it usually is - when the process is optimally adapted. In the case of new installations these arrangements can be considered in the system design, so that no production risk occurs.
The following shall illustrate some examples for the utilization of secondary fuels in cement plants.
4 Possibilities and limits of co-processing
in a cement clinker production line
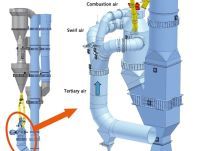
The possibilities for co-processing of secondary fuels refer basically to the process-related energy supply needs. These are classically in the sintering zone and in the calciner. Accordingly, alternative fuels are fed into the main burner and in various ways in the calciner. In addition, however, the feeding of secondary fuel in the inlet chamber of the rotary kiln has been established as this provides a good option to feed complete rubber tires and also allows to control the oxygen content of the gas in the riser duct, which is a prerequisite for efficient NOx reduction in the calciner.
After maturely made experience in the search for the optimal location and the optimal manner of introduction of secondary fuel it must be stated however, that despite intensive efforts of the industry it was to date not quite possible to define a universally optimal feed-solution for a cement clinker production line. The various reasons as described above do not allow finding a universal solution. Rather, the task is given to optimize and find the best location and the best solution for the very secondary fuel in question. Optimization criteria to consider could be for instance:
Favorable ignition and burn-out conditions for the mostly lumpy material
Avoidance of wall contacts of the ignited fuel particles (which become sticky)
Creation of sufficient residence time of the fuel to complete the burnout before immersion in the material bed or before quench of the combustion by meal
Creation of favorable gas compositions and temperatures for low pollutant generation or emission
The challenges arising from the implementation of these targets are described below for the two most frequently used feed locations within a precalciner plant.
4.1 Feed point – main burner
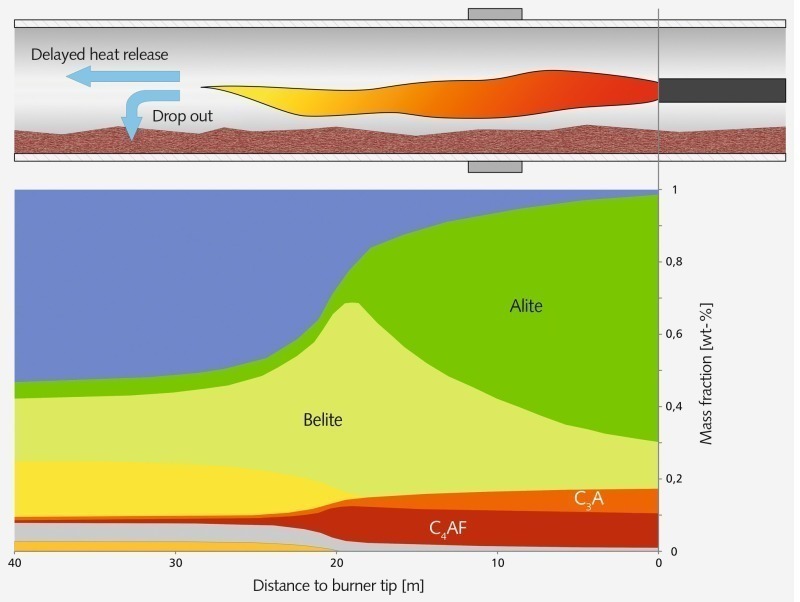
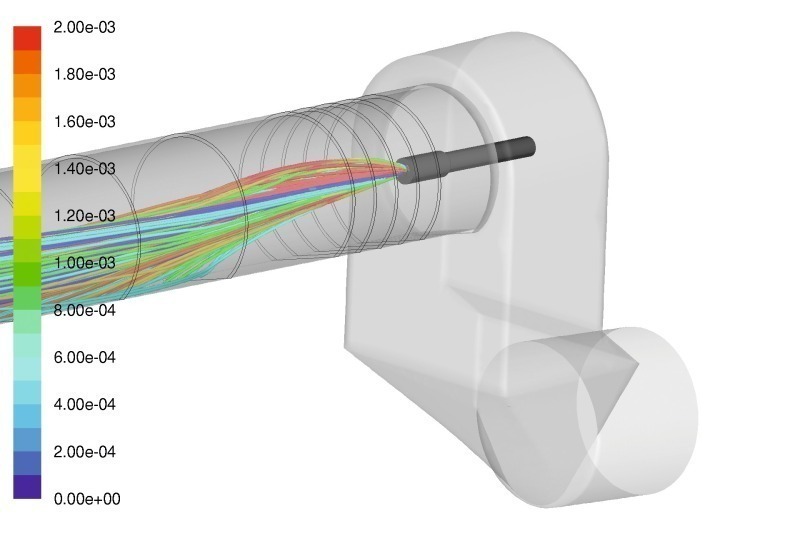
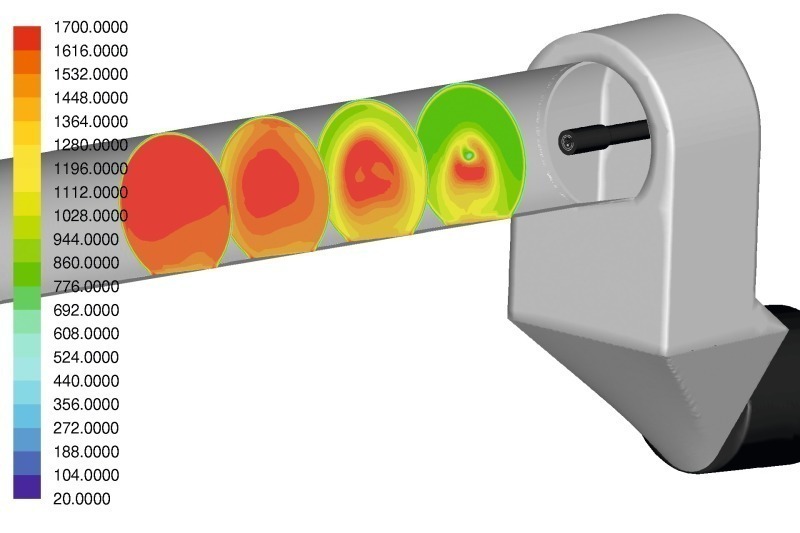
In principle the main burner flame provides very good conditions for the use of alternative fuels by its high temperature, as this supports safe ignition of the secondary fuels despite their generally poorer ignition behavior. However, the sintering process in the kiln also requires high flame temperatures to ensure the product quality of the clinker. This limits the rate of deployment of alternative fuels with low calorific value. The main problem with the use of secondary fuel at the main burner is in the often insufficient residence time of the alternative fuel during the flight phase. Due to the horizontal flow in the rotary kiln, the particles follow, in contrast to the use case in the calciner, rather a ballistic trajectory (Fig. 3 and 4). This can indeed be extended by making use of certain properties of the gas flow, but this only to a small extent. The best leverage for optimization is logically found in the early ignition of the alternative fuel. This can be achieved by guiding the secondary fuel early through a zone of high temperature and high oxygen content. Burner and air ducts have to be designed accordingly. Often also oxygen is used to enhance the ignition behavior. If the fuel falls prematurely and un-burnt into the bed of material, reduced plant performance and fluctuating plant operation is to be expected. Furthermore, through this the amount of heat released is reduced or it is released at a non- optimal location, which in again contributes to the deterioration of the process.
4.2 Feed point – calciner:
When feeding secondary fuels into the calciner difficulties arise especially in the following two questions:
It is often assumed that the gas flow is homogeneous in terms of its velocity and temperature distribution and in terms of their chemical composition within the ducts of the calciner. This is far from being the reality. Starting with the combustion in the rotary kiln a stratification of concentrations and temperatures at the inlet chamber is created. By deflection in the inlet chamber, the velocity field of the up-flowing gas is additionally shifted. During the flow through the calciner each feed point of meal, air or fuel produces an impulse which affects the flow of gas and particles. The burning fuel and the expulsion of CO2 during the decarbonization of the meal, producing additional volumes of gas, changes the velocity and temperature fields of the flow. For optimal process control the accurate knowledge of the flow and temperature field is of crucial importance:
In order to generate a homogenous high degree of pre-calcination of the meal, it should be introduced into an area of the calciner in which fuel releases its energy. If this is not done, the cold stream of meal-rich suspension and the hot combustion flue gas stream run parallel to each other and need a long residence time for mixing due to their different density
In order to suspend meal and fuel particles safely into the gas flow, a zone must be chosen as feed point which offers sufficient gas velocity. Additionally the flow downstream must offer sufficient residence time.
To run efficient emission reduction processes, thermo-chemically favorable conditions at certain points of the calciner must be known or generated respectively, e.g. certain temperature levels or gas compositions.
The suspendability, i.e. the possibility of coarse fuel particles to be suspended in a gas stream is often overestimated. Unlike the regular fuels, the coarse alternative fuels are often too heavy and drop out of the flow out under gravitational influence (Fig. 5). At the feed point of these particles there is naturally a high loading, which means that these particles are additionally prevented from being taken into suspension by the flow due to swarm-behavior of the particles. This makes the flow prone for drop-out and fall-through. As a result, these particles set free their energy at another location than was intended, and sometimes this can lead to major operational problems. For example, if coarse tire chips are fed into the calciner above the kiln inlet chamber and they do fall into the inlet chamber, contrary to the intention by the kiln orifice, they are then burning in locally reducing conditions in the material bed as soon as a critical limit of the feed rate is exceeded. These zones of reducing atmosphere are known to initiate coating rings and kiln balls. At the same time the energy in the calciner is missing, which leads to a decline in the degree of pre-calcination in the hot meal and also to a variation of the same. This process deterioration can be prevented either by careful design of the feed location and the injection technology or with higher pre-treatment efforts of the secondary fuel. Again, the flow within the calciner is not so homogeneous that each feed point would generate the identical process conditions. Rather a relocation of the feed point by just a few meters can lead to a completely different flight and burnout behavior. Since most preheaters and calciners differ regarding their geometry and flow situation, such optimizations can only be found individually.
5 Process optimization
The diversity of secondary fuels in combination with the different operating conditions in every plant did not allow to find a universal best co-processing technology. Even combustion technologies which were especially developed for the combustion of a wide range of secondary fuels in Calciners have not refuted this experience. Rather, experience has shown that even the combustion chambers of the various available designs are better suited for certain fuels than for others. There remains only the instrument of process optimization as a cost efficient means to adapt the plants for the use of alternative fuels. This optimization aims to materialize the most suitable feed locations and techniques with the least possible modification of plant equipment. Often, a small change like e.g. the relocation of a feed point for just a few meters creates a noticeable improvement. Such optimization must be based on extensive experience and solid process knowledge. Knowledge of the plant-specific flow situation is essential. Today’s powerful CFD modeling possibilities allow to compute the properties of the flow at the decisive areas such as around the kiln burner, in the sintering zone of the rotary kiln, in the kiln inlet chamber, through kiln orifice and in the calciner. The behavior of the injected secondary fuel can be predicted in its complex interaction with the other process characteristics. In this way, the best solution can be developed in the computer, thus saving time and cost requirements are considerably reduced before rebuilding the real system.