Color measurements: from the lab to the process

Color identification is an important quality control and assurance parameter in nearly every industry. For consumers, consistent color is a sign of the expected product quality and product recognition. When colors deviate, the assumption is that the product has changed – in most cases for the worse.
Fluctuating base product quality
There is a growing tendency toward day-to-day products based on natural ingredients and substances. This is especially true for the food industry. These substances are heavily impacted by the natural influences of the weather, particularly sun and rain, which affect the quality and color of the end product. In order to satisfy consumers’ expectations, the color must be adjusted during production. If a large variety of products is involved, such as in the beverage industry, many different colors quickly come together, which have to be (re)produced and monitored.
Increased safety in production
If a lot of different products are manufactured in a factory or plant, color control is not the only important aspect. Safety during filling of the product also takes on great significance. The right product must go into the right bottle. Incorrect filling can sometimes have severe consequences. Liquid cleaners, for example, can only be used in the area for which they are intended and permitted. Improper product filling can rapidly become a health hazard.
One of the criteria here can be the determination of the color. If different products have the same color, such as regular and non-alcoholic beer, color determination alone is no longer sufficient. Additional parameters, such as conductivity, have to be measured in these situations. Color control also plays a role with product changes or cleaning. Color measurements can be used to detect whether the line contains residue from a previous product or a pure new product.
Memosens Wave CKI50 process spectrometer
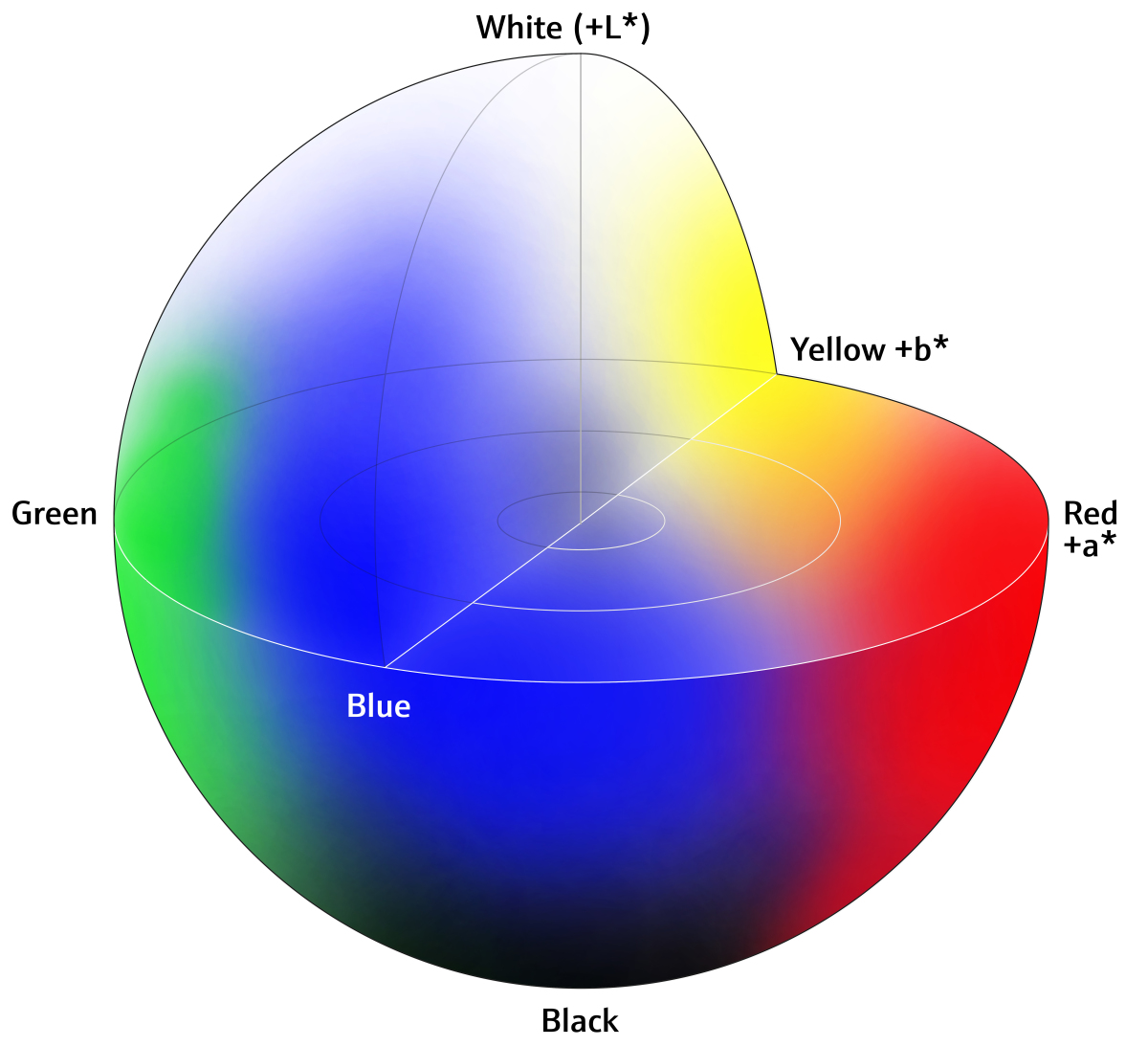
The CKI50 process spectrometer from the Memosens Wave family detects colors by employing VIS spectroscopy. It scans the 380 nm to 830 nm wavelength range of the electromagnetic spectrum and outputs the color in the form of CIE L*a*b* values. CIE L*a*b* is a three-dimensional color space model in which every color location is defined by the coordinates L*, a* and b*. A norm governs the determination of the distance between two colors. When a color value is input, the distance to the target value is determined in the process control system after every measurement. Assuming the value is close to the defined location, then everything is okay. If not, countermeasures are carried out. The Memosens Wave CK150 can thus determine colors, color variations or the accuracy of the expected colors. The mathematical analysis models required to analyze the spectroscopic results are stored in the instrument.
This compact, robust spectrometer combines probes and spectrometers in a single device. Optimal adaptation to various process conditions and simple and robust process integration permit inline measurements under various industrial conditions. The CK150 uses the Memosens protocol to connect to the Liquiline transmitter. From there, the CIE L*a*b* values are forwarded to the process control system.
Memosens technology for expanded process control
The Memosens Wave CKI50 is based on Memosens technology introduced by Endress+Hauser in 2004 and continually enhanced. This digital technology, which has become an industry standard, forms the basis for the flexible integration and combination of different sensors into process control technology. Memosens allows users to select sensors, such as for conductivity, that are tailored to the needs of the individual application. Since the Liquiline transmitter automatically detects and supports the connected sensor types, the required measurement system can be assembled on this platform with a modular approach.