The “chain of the future” and its advantages
HEKO from Wickede (Ruhr)/Germany is a manufacturer of highly wear-resistant chains and components for horizontal conveying equipment and bucket elevators. In its almost 100 years of history, the company was able to gather experience in multiple industries all over the world. In doing so, HEKO has become a renowned OEM manufacturer for the manure, power plant and building industry.
As a company that adapts quickly to customer needs and market development, HEKO was able to recognize several trends throughout the years regarding bucket elevators and implement them into its product portfolio. Even in a usually rather “traditional” business sector such as the cement industry, such trends can be observed – one of them being the trend of using the central chain for bucket elevators.
Within a rather short time period, the central chain has become the industry’s favourite tool for conveying needs – although the HEKO-system of round link chains is still in use in plants all over the world and delivers good results on a daily basis thanks to the use of special alloy steel as well as the individual heat treatment every HEKO chain receives.
But still: The central chain in particular has received a lot of attention throughout the world. Especially in Arabia, several plants have already implemented central chains from HEKO – including complete turn-key plants including supervision of erection.
Another interesting business area is the South-East Asian market with its export giants Thailand, Malaysia and Indonesia: HEKO was already allowed to retrofit several plants here with the HKZ1800 chain with a tensile strength of 1800 kN – whereas it has to be noted that the HEKO central chain can also be used in most plants without retrofitting.
The test and consecutive runs underlined why the central chain has become this popular. By having only small distances between the buckets high capacities can be easily managed. Even axis intervalls of up to 60 m are possible with the HEKO central chain. In the case of a higher throughput, two central chains can be installed in a single bucket elevator. These so-called tandem bucket elevators can convey up to 1000 t/h. And they can be delivered in up to four different chain sizes, according to the customer’s needs. The chain length as well can be adjusted individually, creating a perfect solution for every customer.
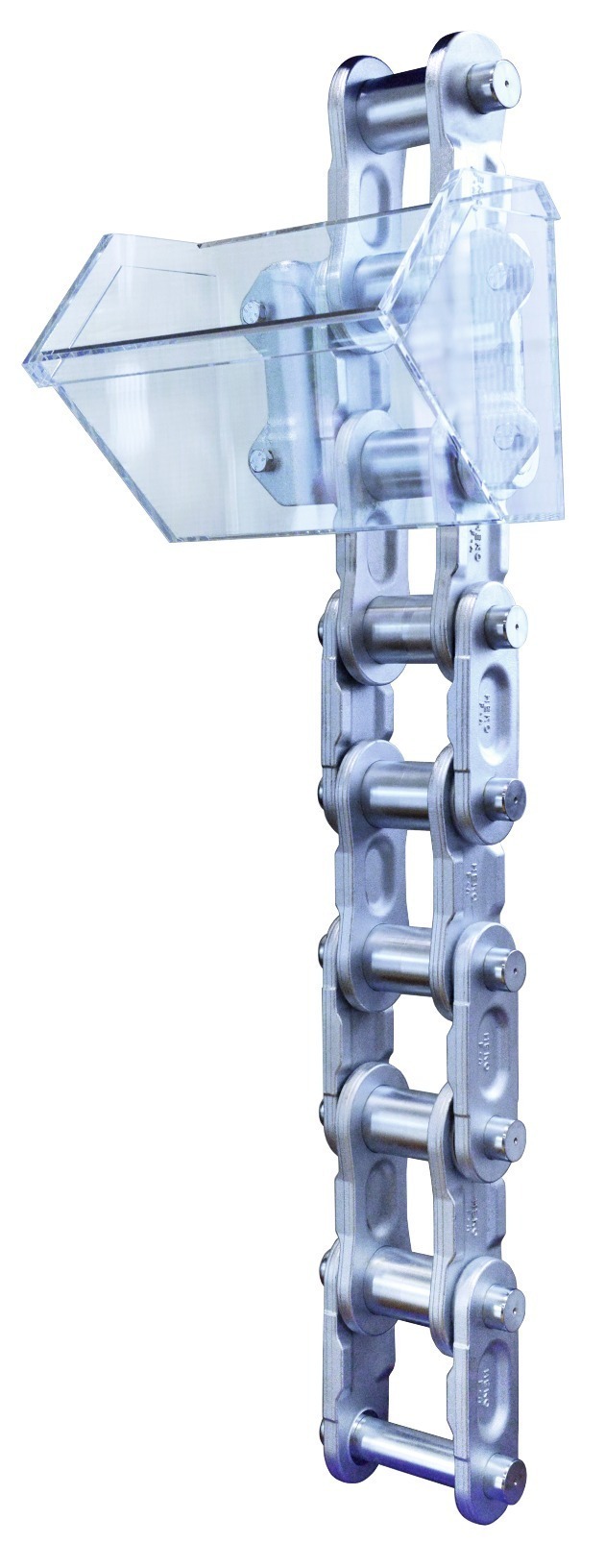
The connection of two chain strands is made via a separately delivered connecting link which consists of an outer plate with two press fitted bolts as well as a loose outer plate which will be compressed during the assembly.
Thus, the use of the central chain in bucket elevators definitely adds to the safety of any conveying plant – whether it conveys abrasive or hot bulk goods. The retrofitted plants in South-East Asia definitely show one thing: The central chain is a good investment in the future – a true “chain of the future”, so to speak.





