Don't be afraid of new cements – Experiences with sustainable semi-dry concrete technology


Efforts to reduce CO2 emissions are affecting all of humanity and are dominating our everyday lives like never before. In the construction sector, cement, the binder required for the production of concrete, offers the greatest potential for savings and is therefore often the focus of discussions. The production of the strength-forming main component clinker requires large amounts of thermal and electrical energy and causes the majority of the CO2 emissions of the cement. Cement manufacturers are therefore developing new binders with less clinker and more clinker substitutes. In view of this development, the industry fears a “dilution” of the cement combined with lower strength and reduced durability. In addition, the question arises which influence these new cements have on the performance of the currently used concrete admixtures and on the production and quality of precast elements made of semi-dry concrete.
For years, Sika has been dealing with the individual concrete components and their effects on the process and quality parameters of precast elements made of semi-dry concrete. The core of the investigations is the compactibility of semi-dry concrete, which is tested in the laboratory with a gyratory compactor. While testing the findings in production, it became apparent that the mold had to be filled evenly in order to achieve intensive concrete compaction. This requires a granular concrete consistency.
Influences on even mold filling and quality
A high granularity, i.e. a “flowability” of the fresh, uncompacted, semi-dry concrete enables the individual particles of the aggregate grading to be packed as evenly as possible during the filling of the compaction mold with little energy input. This is the basis for good compaction.
The “granularity test”, who was specially developed by Sika for this challenge enables to measure the granularity in the laboratory. Together with the test of the compactibility, this enables a systematic investigation of the influences on the uniformity of the concrete product quality as well as the targeted development of special concrete admixtures for the optimization of process and quality values.
The influences of water and concrete additives have already been explained in detail in issue 3/2021 [1]. The unfortunate side effect to easier compaction with increasing concrete moisture is the increasing stickiness and reduced granularity. Concrete admixtures that promote compaction (compaction aids) can have a positive or negative effect on granularity, depending on their composition.
Positive effect of SikaPaver on a wide variety of cements
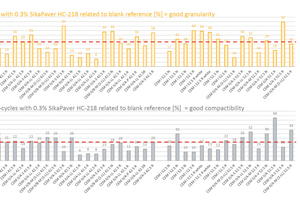
Based on the knowledge gained, the filling and compaction aid SikaPaver HC-218 was developed, which promotes the two important properties of granularity and compactibility. To check the performance of this new admixture technology, more than 40 different cements were examined in the course of development and market launch according to a standardized test program with regard to their suitability for concrete product production. Assessment criteria were the granularity at constant water content, the compaction effort required to achieve the target pore content (number of rotation cycles) and the resulting strength.
In addition to pure Portland cements, the increasingly common low-clinker composite cements (with blast furnace slag, fly ash, pozzolan and limestone as clinker substitutes) were also tested. Fortunately, SikaPaver HC-218 showed a positive effect with an average of 27% higher granularity and 20% less compaction effort. Under the constant general conditions in the laboratory, there were clear differences between the cements both in terms of granularity (8 to 50%) and compactibility (6 to 48%) (Figure 1).
Analysis of the influencing factors for further development of admixtures
To optimize admixtures for the production of concrete products with new cements, the question of the influencing factors and the background for the different intensity of the positive effect of SikaPaver had to be analysed. Since the fineness of the cement has a known influence on the water demand of the cement, the particle size distribution (PSD) for each cement examined was determined already from the very beginning. In addition to the passage values for the different grain sizes, the characteristic values according to RRSB (Rosin-Rammler-Sperling-Bennett distribution, usually used to characterize the PSD) were also determined.
Due to the many differences with regard to the respective raw materials (clinker mineralogy, clinker substitutes) and cement production processes (mill and classifier system, separate grinding or inter-grinding), no general trends could be identified. However, the investigations repeatedly showed several striking similarities.
Relationship between granularity and compactibility
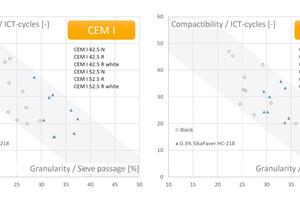
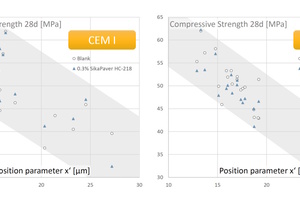
The first observation can be seen in the comparison of granularity and compactibility with a constant concrete concept including water content with and without additives (Figure 2). It is clearly recognizable that cements that showed good granularity could also be compacted easily. Both properties, which were already positive, were increased even further by 0.3% SikaPaver HC-218. It was surprising that these trends were evident both in the CEM-I types examined and in the different CEM-II types.
Influence of the cement fineness on granularity and compactibility
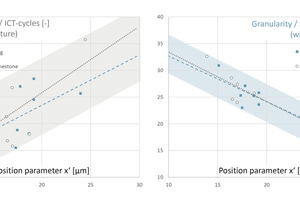
The second observation can be seen when looking at different composite cements with blast furnace slag and limestone as a clinker substitute (each without additives). Figure 3 shows the required compaction cycles and the granularity in relation to the location parameter x’ (grain diameter at a sieve passage of 63.2%). A larger position parameter x’ characterizes a coarser cement. Coarser cement tends to require more compaction effort and has poorer granularity. This applies to both types of cement replacement. While the granularity depends very much on the position parameter x’, the compactibility appears to be additionally influenced negatively by an increasing dimension of the coarsest cement particles (d99).
Utilizing the full clinker potential for strength development
Coarse grinding of the clinker, which is typical for pure Portland cement or cements with lower strength classes, generally results in unused hydration potential. It is well known, that the strength (early and final strength) increases with increasing fineness of the clinker. Figure 4 also confirms this for use in semi-dry concrete with a water/cement ratio of 0.40. The grain sizes from 3 to 32 µm [2] have the greatest importance for the development of strength. As long as coarser clinker particles exist, the strength potential of the clinker can be used to a higher degree and the proportion of clinker substitutes can be increased. A finer grinding of the clinker in composite cements is therefore to be rated positively from an economic point of view as well as from the perspective of sustainability.
Higher cement fineness improves paving stone quality
However, with high cement fineness, there are concerns about the increased water demand. The latest laboratory data now show that the increasing fineness of Portland and composite cements in semi-dry concrete has a positive effect in terms of granularity and compactibility. This is based on different principles of action.
The granularity, which increases with increasing fineness, is due to the higher water-binding capacity of finely ground cement. Thus, the high water demand of composite cements, which is usually assumed to be unfavorable, represents a positive aspect from the point of view of the uniform paving stone quality.
The easier compaction of the semi-dry concrete matrix with increasing fineness is due to the smaller particle diameters. The finer the cement particles, the better the cement paste acts as a lubricant film when shifting the aggregate into its final position. Coarse particles in the cement paste, on the other hand, increase friction and make it difficult for the aggregate to shift, which reduces the compaction success.
Modern grinding aids enable the producibility of composite cements
The possible proportion of clinker substitutes (CEM II/A up to 20%, CEM II/B up to 35%) is limited by several factors:
availability and reactivity of the clinker substitutes,
grinding process and
resulting water demand of the composite cement
When clinker and, for example, limestone are ground together, it is important to finely grind the hard clinker, while the significantly softer limestone should achieve a particle size distribution that is as comparable as possible.
Experience with the inter grinding of composite cements with soft clinker substitutes has shown that the mill control and the use of particularly high-performance cement additives play a decisive role [3]. Sika has conducted extensive research on the mode of action of the various grinding aids – from molecular modeling and laboratory tests to practical implementation [4]. Powerful grinding aids are the basis of all quality enhancers that are required for today‘s production of composite cements. The brand name SikaGrind stands for a portfolio of tailor-made cement additives to address local challenges.
Application in concrete technology consulting
The knowledge gained forms the basis for Sika’s consulting in concrete technology and enables the assessment of whether a cement is suitable for the production of high-quality precast elements made from semi-dry concrete. Two practical examples illustrate this clearly.
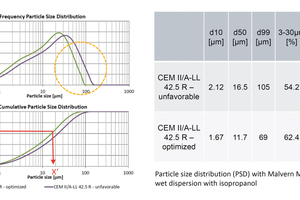
Example 1: Optimization of a limestone cement
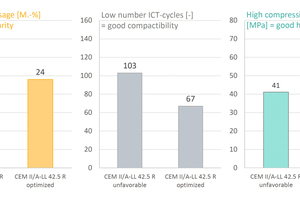
The aim was to test a CO2-reduced cement with limestone as a clinker substitute with regard to its suitability for the production of concrete products. The CEM II/A-LL 42.5 R produced in a ball mill in a continuous process had a coarse particle size distribution with a location parameter x’=24.5 µm (Figure 5a). In line with the experience, it was difficult to compact the semi-dry concrete to the target pore content and a clear scratching sound appeared when the test specimens were demolded. After changing the grinding conditions in the cement works, a new batch of the CEM II/A-LL 42.5 R was produced. The optimization of the particle size distribution during the grinding process (position parameter x’=17.0 µm) led to better granularity, easier compaction and better strength (Figure 5b). Practical experience confirms these positive results.
Example 2: Comparison of Portland cement and pozzolan cement
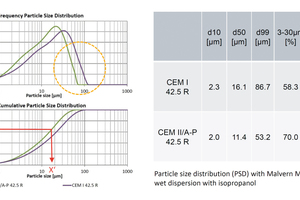
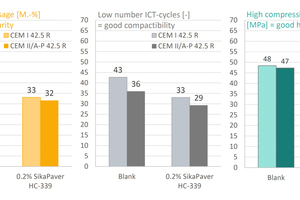
In another case, the aim was to compare two existing cements from one plant (Portland cement and pozzolan cement) with regard to their suitability for the production of semi-dry concrete. The same clinker was ground on the same ball mill. The difference was the partial clinker substitute. The pozzolan cement CEM II/A-P 42.5 R (position parameter x’=15.9 µm) had a significantly finer particle size distribution (Figure 6a) than the Portland cement CEM I 42.5 R (position parameter x’=23.3 µm). In this comparison, the effect on the compaction aid SikaPaver HC-339 used in the production of semi-dry concrete was additionally examined (Figure 6b).
With regard to granularity, there were hardly any differences between the two cements. However, with the addition of just 0.2% SikaPaver HC-339, the granularity of both cements was significantly increased (approx. +30%). The pozzolan cement was significantly easier to compact (23%) and could be improved with the admixture by a further 12%. As expected, there were no significant differences in strength. In order to investigate the issue of durability, which is often viewed critically for composite cement, test specimens for the CDF test were produced (8 vol.-% compaction pores, density 2.23 kg/dm³, w/c ratio 0.40). After 28 freeze-thaw cycles, the scaling values of all individual samples of both series were in the range from 88 to 454 g/m². The mean values showed comparable results at 210 g/m² for CEM I and 290 g/m² for CEM II and easily met the requirements (≤ 1500 g/m²). The improved compactibility with the pozzolan cement at constant quality was subsequently confirmed by independent manufacturers of semi-dry concrete.
Summary
Due to the increased use of CO2-reduced composite cements, the industry fears losses in strength and a shortened durability. In addition, there is great interest in the question of what influence these new cements have on the effect of the currently used concrete admixtures and on the production and quality of precast elements made of semi-dry concrete.
Studies on more than 40 cements from different plants and compositions (Portland and composite cements with blast furnace slag, fly ash, pozzolan and limestone) showed that composite cements can have advantages over pure Portland cements in terms of even mold filling (granularity) and compactibility of semi-dry concrete. It is important to ensure an optimized particle size distribution.
Finer cements with a small maximum grain size have a favorable effect, as they result in a smooth cement paste (Lubricant film), through which the aggregate can easily achieve a high packing density with minimized compaction pores. Interestingly, semi-dry concretes with these optimized cements can be further improved in terms of granularity and compactibility with the tested concrete admixtures SikaPaver HC-218 and SikaPaver HC-339. Fortunately, a good durability of the tested pozzolan cement could also be confirmed.
It can be seen that composite cements, with optimized composition and grinding, allow for the economic reduction of CO2 emissions while providing benefits for the production and quality of precast concrete elements made from semi-dry concrete.
p. 75-80
p. 82-84