From lab to landmark: high-performance lightweight concrete revolutionizes modular construction in Hong Kong
1 Background
Hong Kong has recently completed two demonstration projects showcasing the structural application of high-performance lightweight concrete (HPLWC) in Modular Integrated Construction (MiC). The site office buildings located in Tan Kwai Tsuen (Yuen Long) and Tsing Yi adopted HPLWC as the structural material for modular units, demonstrating its capability to significantly reduce structural weight while maintaining high compressive strength and durability. The successful implementation of these projects provides valuable engineering evidence supporting the feasibility of lightweight concrete in load-bearing MiC structures.
The concept of lightweight concrete is not new. Built in approximately 273 BC, the dome of Pantheon used lightweight concrete (LWC) made from natural volcanic materials (Figure 1) [1]. With industrial development, aggregate sources expanded from natural materials to manufactured lightweight aggregates and other suitable by-products, and modern lightweight aggregate concrete emerged as a mature engineered system that provides reduced self-weight while meeting structural performance needs, supported by contemporary production, design, and construction practices [2, 3].

Figure 1 The dome of the Pantheon utilizing unreinforced concrete prepared with lightweight pumice aggregates. Image Credit: Heracles Kritikos/Shutterstock
Today, structural lightweight concrete is widely investigated for applications including bridge structures [4, 5], high-rise buildings [6, 7], and offshore platforms [8], where reducing dead load can improve structural efficiency and extend span capacity. In prefabricated construction, the benefits are particularly significant. Lower material density directly reduces module weight, facilitating transportation and lifting while maintaining structural safety. In practice, high-performance lightweight concrete typically aims to achieve a 28-day compressive strength exceeding 40 MPa while maintaining a density below approximately 2000 kg/m³ [9, 10]. Developing such an HPLWC is of great significance for the advancement of MiC in Hong Kong.
The research group led by Professor Jian-Xin Lu and Professor Chi-Sun Poon has long been dedicated to the innovation and technological breakthrough of advanced building materials, emerging as a highly influential research force in this field. Since 2015, the group has conducted extensive and systematic preliminary work to advance the research, development, and engineering application of LWC. Our LWC portfolio spanned both foamed concrete and lightweight aggregate concrete. Foamed concrete was primarily targeted at non-load-bearing wall panels and other enclosure elements, whereas lightweight aggregate concrete was mainly used for load-bearing floor slabs and structural components. Together, these two material families covered a broad dry-density range of ~800–2000 kg/m³, enabling full-spectrum solutions from insulation to structural applications. Across both systems, low-carbon, high-performance design were pursued. The primary technical features of the foamed concrete comprise a low-carbon cementitious matrix, enhanced foam stability, and rheological optimization coupled with microstructural regulation to ensure robust fabrication [11–14]. Furthermore, the incorporation of CO2 foams facilitates synergistic carbon sequestration via simultaneous internal CO2 encapsulation and external carbonation [15, 16]. In particular, a low carbon superhydrophobic technology has been further developed to enhance the long-term durability of foamed concrete [12, 17]. In parallel, our LWC technique was characterized by a low-carbon, high-performance cementitious matrix together with cold-bonded lightweight aggregates, achieving weight reduction while meeting structural load-bearing requirements [18–22]. This R&D work encompasses fundamental research on material performance mechanisms, in-depth optimization of mix proportions, and the exploration of practical engineering applicability. Subsequently, working in close collaboration with the Civil Engineering and Development Department (CEDD) of Hong Kong, the team selected two site office projects located in Yuen Long and Tsing Yi in Hong Kong as demonstration bases to utilize HPLWC as the primary structural material.
2 Development of the MiC structural system: modules and slabs
The initial demonstration project utilizing HPLWC commenced in early 2024, with the preliminary structural design successfully completed by the end of March 2024. Located in Tan Kwai Tsuen, Yuen Long, this project serves as a vital practical application of HPLWC in structural components. The design team adopted a modular configuration for the building, comprising 10 MiC units that collectively form the complete facility. In this project, HPLWC was specifically utilized to manufacture the prefabricated floor slabs for these modules. As shown in Figure 2, to accommodate the spatial and structural requirements, the floor slab system incorporated two distinct types of slabs: one with a volume of 1.18 m³ and another with a volume of 0.79 m³. During the installation process, these two types of prefabricated slabs are systematically assembled and jointed together to constitute the comprehensive large floor slab system of the entire MiC structure, effectively demonstrating the feasibility of HPLWC in modular construction.
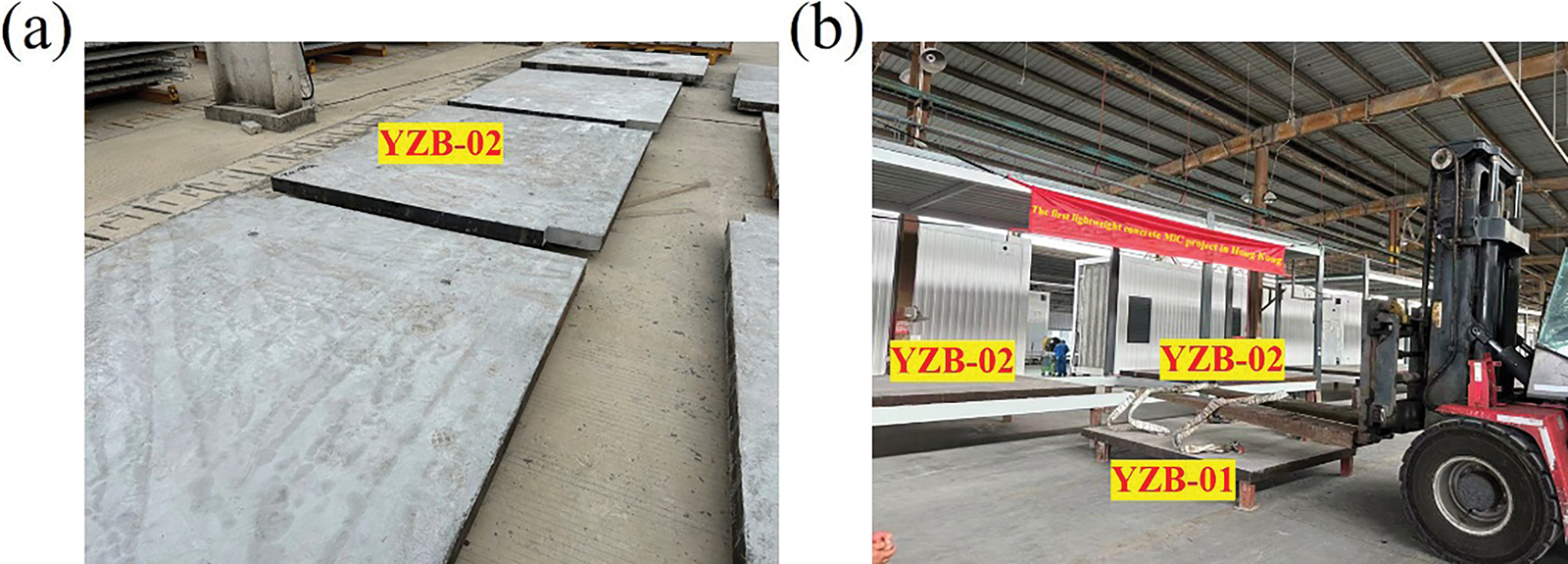
Figure 2 Photographs of the floor slabs: (a) individual precast slab unit; (b) assembled floor slabs
Following the success of the initial precast application, the team implemented the second HPLWC demonstration project in early 2025. Located on Tsing Yi Road West, this project also served as a temporary site office. However, in stark contrast to the prefabricated modular approach of the first project, this second building was entirely constructed using a in-situ-cast method, demonstrating the material’s adaptability to conventional on-site pouring. As shown in Figure 3, we applied LWC to the structural floor system of the second story. To provide a direct comparative evaluation within the same real-world environment, the design introduced a deliberate material distinction: the very first floor slab of the second story was cast using conventional normal aggregate concrete. Conversely, the entire remainder of the second-floor slabs was poured on-site utilizing our developed HPLWC. This unique in-situ comparative design not only distinguishes this project from the previous MiC application but also perfectly highlights the superior workability and structural performance of HPLWC against standard lightweight concrete under identical field conditions.
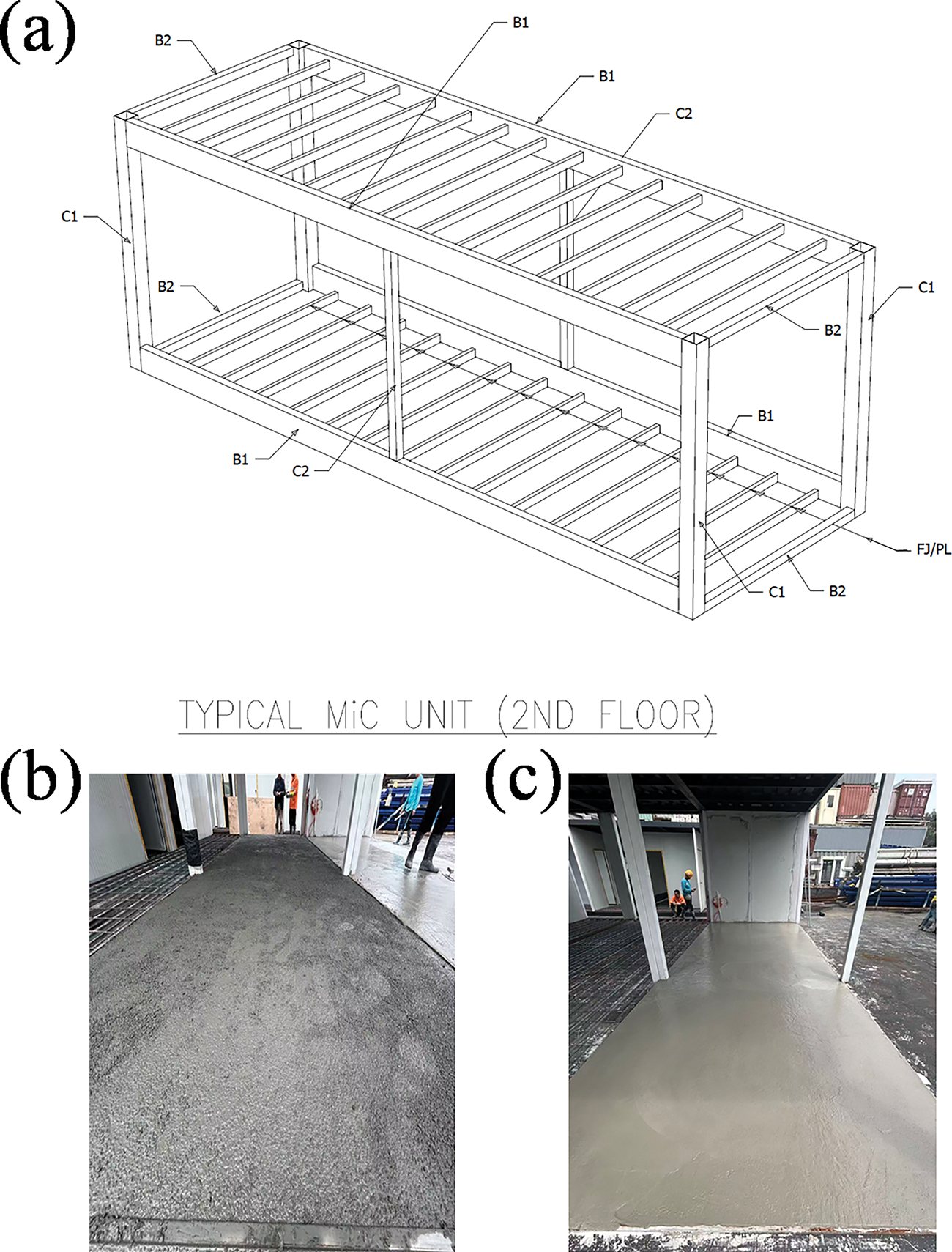
Figure 3 Details of the MiC module and floor slabs: (a) schematic drawing of a single MiC module; (b) photograph of the HPLWC floor slab; (c) photograph of the normal concrete floor slab used as the control group
The HPLWC utilized in both demonstration projects predominantly consists of LWA as the primary structural skeleton, supplemented by a low carbon binder system comprising OPC and GGBS. Furthermore, specific superplasticizers were incorporated to optimize the workability of the mixture, catering to both prefabrication and in-situ casting requirements. We developed a proprietary mix design to meet specific structural requirements. Based on rigorous preliminary investigations, Table 1 details the performance specifications obtained from the laboratory trial mixtures, while Table 2 summarizes the corresponding performance results validated during the plant trial mixtures. During the actual implementation phases, our team members collaborated closely with site engineers and concrete plant personnel. Together, we successfully accomplished the large-scale preparation and precise placement of the HPLWC, effectively demonstrating that our optimized mixture can be seamlessly integrated into conventional batching, transportation, and casting procedures without necessitating any modifications to the existing construction equipment or standard workflows. Figure 4 demonstrates the excellent workability of the two mixtures during the precast manufacturing and cast-in-situ construction processes, respectively.

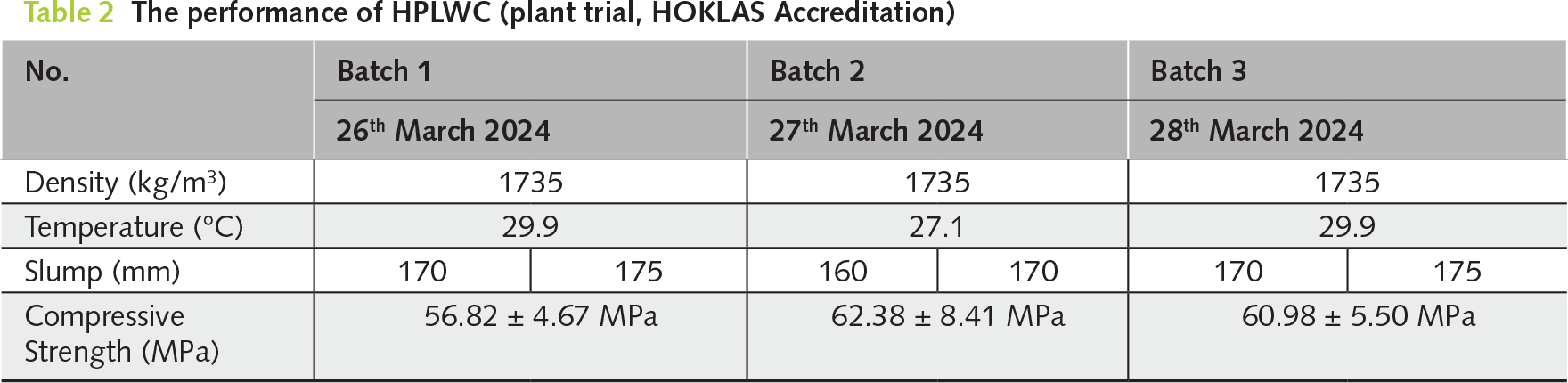

Figure 4 Photographic documentation of HPLWC production: (a) lab trial, (b) plant trial, and (c) full-scale production for the first project; (d) lab trial, (e) plant trial, and (f) full-scale production for the second project
After demoulding, the LWC units were hoisted to a designated curing area, as illustrated in Figure 5. Simultaneously, the casting beds were immediately prepared for the subsequent production batch. Safe hoisting operations impose strict requirements on the early-age strength of the concrete, necessitating a minimum compressive strength of 15 MPa. Consequently, we evaluated the 1-day (1d) compressive strength to guarantee the safety and feasibility of early lifting. The results demonstrate that our developed process fully satisfies the high-turnover demands of the formwork, potentially enabling even faster production cycles than those achieved with conventional concrete.
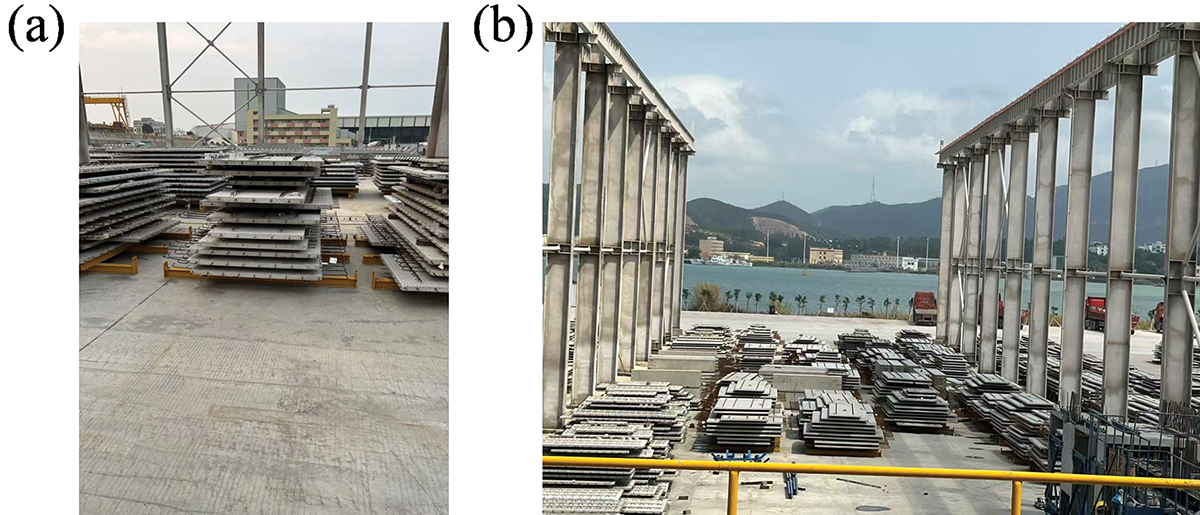
Figure 5 Designated curing area for the precast units: (a) precast floor slabs; (b) overview of the storage yard
Although the internal curing effect provided by LWA significantly mitigated the risk of early-age shrinkage and cracking in LWC, standard curing protocols for conventional concrete were still strictly followed during the initial stage. For the first 7 days post-casting, we implemented wet curing by sprinkling water at a frequency of every 4 h during the daytime and every 12 h overnight. Subsequently, the components then cure under natural ambient conditions. Specifically, after the initial 7-day period, the precast units were relocated from the outdoor environment to an indoor natural environment within the factory. Conversely, the cast-in-situ group remained under natural on-site curing conditions for 28 days prior to the overall transportation of the structure. As shown in Figure 6, visual inspections confirmed that no surface cracks developed in either concrete group.
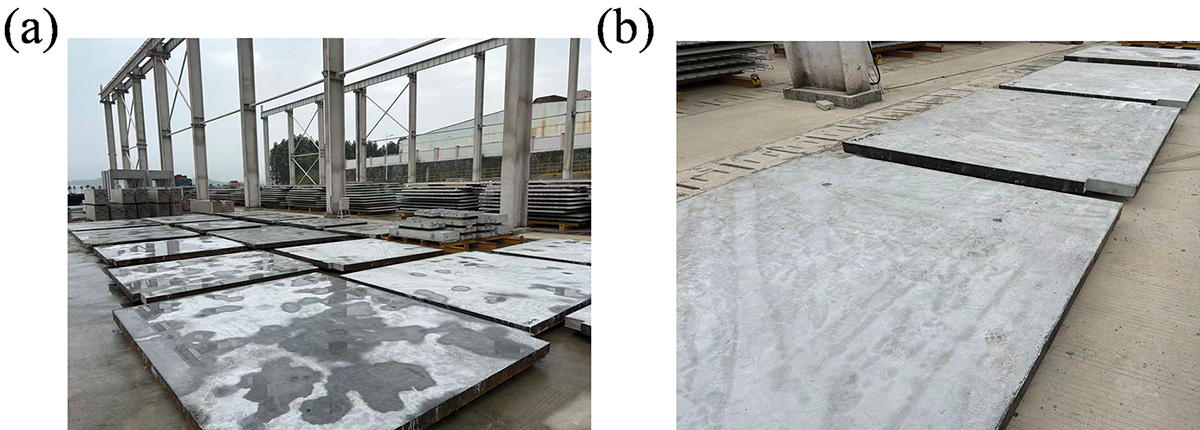
Figure 6 Visual inspection of the precast slabs: (a) active water curing process; (b) crack-free dry surface after 7 days
Upon achieving the specified design strength, the components were transported to the construction site. Their installation procedures were identical to those of conventional precast elements. To guarantee the safe operation of the structure, we implemented a long-term monitoring program to ensure the safe operation of the structure. As demonstrated in Figures 7–9, both projects were successfully completed and received widespread attention.
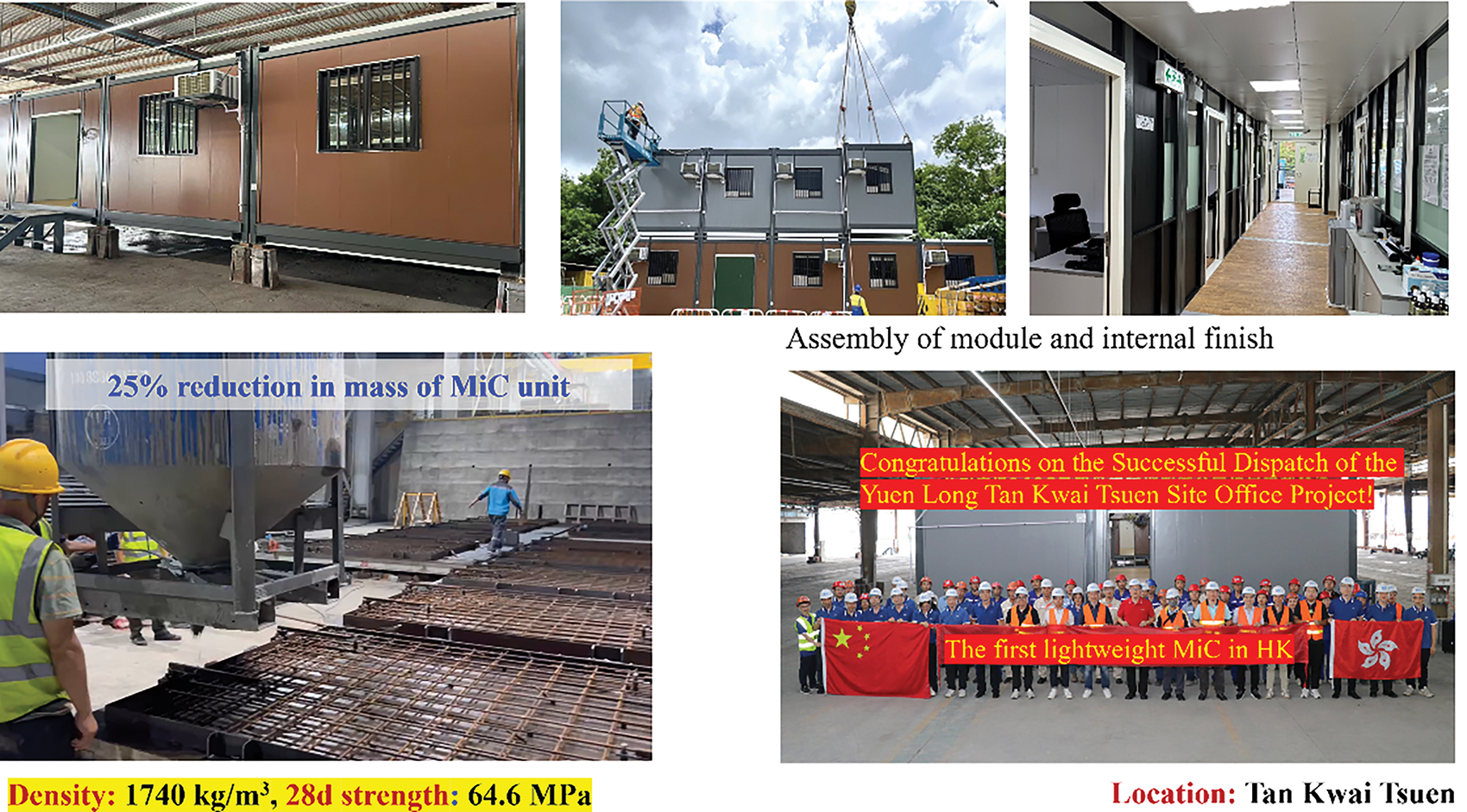
Figure 7 The site office project in Tan Kwai Tsuen, Yuen Long, Hong Kong

Figure 8 The site office project in Tsing Yi west road, Hong Kong

Figure 9 Industry recognition of the project: the Hong Kong Green Innovation Award (Silver Award) presentation ceremony
5 Summary and future directions
We and our collaborative partners have effectively utilized our integrated industry chain for the production and application of HPLWC elements, encompassing both precast and cast-in-situ construction scenarios. Across these two demonstration projects, approximately 60 m3 of HPLWC was successfully deployed. This large-scale application verifies that existing concrete plants possess the necessary equipment, standard operational workflows, and skilled labour required to meet the demands of HPLWC production. By simply substituting conventional materials with lightweight aggregates and incorporating the optimized binder system, concrete plants can readily manufacture HPLWC components at a large scale. This seamless integration can significantly reduce additional manufacturing costs and strongly promote the widespread application of this innovative lightweight material.
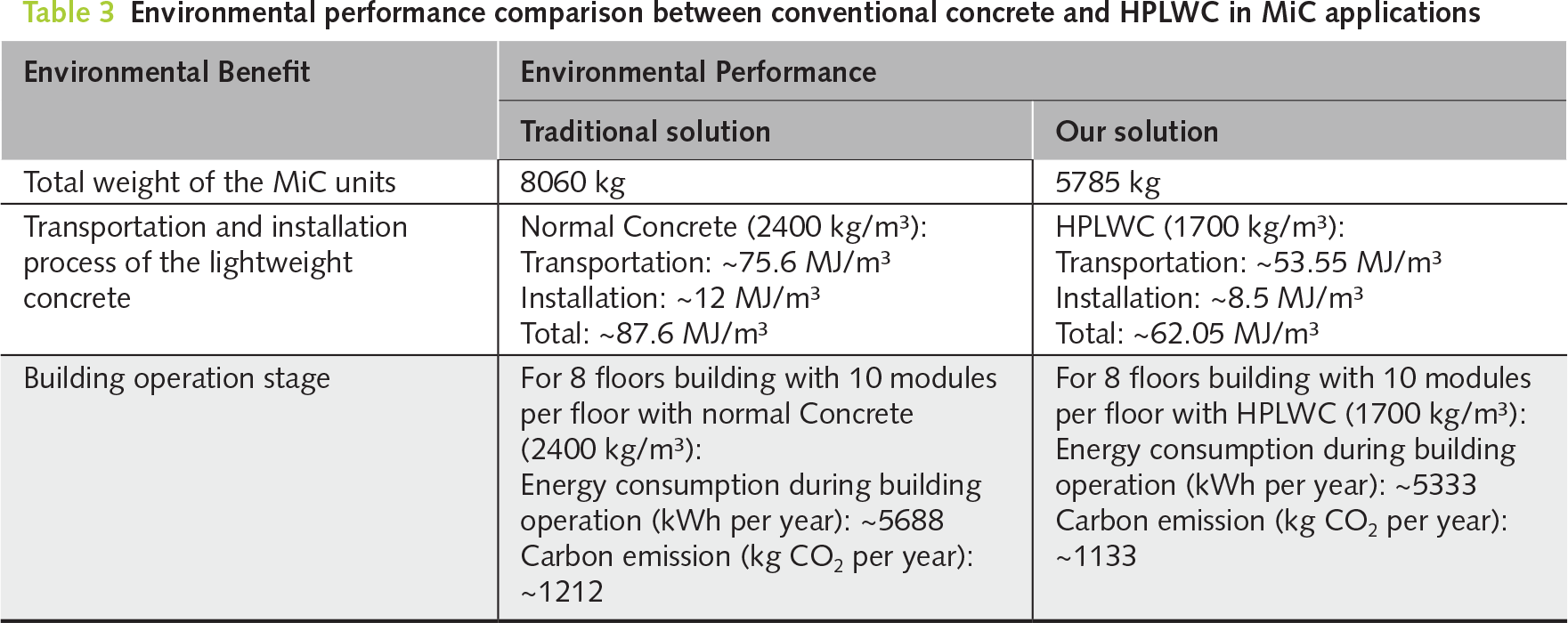
In addition to the qualitative observations discussed above, preliminary quantitative outcomes obtained from the two demonstration projects further highlight the practical benefits of HPLWC in real construction scenarios. As summarized in Table 3, the use of HPLWC resulted in a substantial reduction in the self-weight of structural floor elements compared with conventional concrete, leading to an approximate weight reduction of 28%. This decrease in structural weight contributes not only to lower transportation and lifting demands but also to improved efficiency during installation. Field observations during the MiC assembly process further indicated a potential reduction in on-site assembly cycle time of approximately 30%, primarily due to the lighter components and improved handling efficiency. In addition, the reduction in the overall mass of the floor slabs also contributes to a lower thermal conductivity of the structural elements. This improvement in thermal performance can enhance the building envelope efficiency and is expected to reduce the annual operational energy consumption during the service life of the building. These quantitative findings provide early empirical evidence supporting the technical feasibility, construction efficiency, and environmental advantages of HPLWC, and they further reinforce the potential for its broader adoption in future modular and conventional construction practices.
While significant advancements have been made in lightweight aggregate concrete, the future development of HPLWC requires a holistic approach to simultaneously maximize structural efficiency, durability, and sustainability. Future research should prioritize formulating comprehensive mix design strategies that integrate advanced binder matrices and fiber reinforcement to overcome inherent structural limitations, particularly its relatively low elastic modulus. Concurrently, the optimization of LWA is critical; the industry must transition from energy-intensive high-temperature sintering towards sustainable, cost-effective alternatives, including cold-bonded LWA, microcrystalline LWA derived from solid wastes, and affordable lightweight microspheres. To further enhance long-term durability and mitigate the vulnerabilities caused by the porous nature of LWA, novel techniques such as LWA pretreatment and hydrophobic surface coatings should be further explored. Furthermore, rigorous investigations into the rheological properties of fresh HPLWC are essential to prevent LWA segregation and ensure ingredient homogeneity. Ultimately, by systematically addressing these material and structural challenges—alongside comprehensive evaluations of long-term shrinkage, creep, permeability, and fire resistance—future efforts can revitalize and promote the large-scale application of HPLWC in demanding engineering fields, particularly in long-span buildings, marine infrastructure, and modular integrated construction.