Investigations on solid recovered fuel and clinker quality
Attempts to further increase the use of solid recovered fuels (SRF) at the main firing of a kiln plant may be limited quickly when the phenomenon of increased brown clinker color occurs. In this article, research results on the aspect of SRF composition are presented and a method of resolution is shown.
1 Introduction
In cement production, a significant portion of the thermal energy is used to burn the cement clinker in the rotary kiln. Nowadays, alternative fuels are used in parallel with fossil fuels, replacing the former. In Germany, the current share of alternative fuels is 71.6% of the total thermal capacity [1]. Cement manufacturers ar aiming for an increase of the share of alternative fuels in order to reduce production costs and CO2 emissions.
The most common alternative fuel in Germany is “solid recovered fuel” (SRF), which consists of a quality-controlled mixture of processed commercial, industrial and municipal wastes from various sources. Its composition and properties are subject to regional and seasonal variations [2, 3]. A general quality requirement is that SRF supplied for firing at the main burner should be pneumatically conveyable, so generally it contains large amounts of plastic foils and particles with limited diameter. However, if the fuel contains many large and heavy particles, such as large 3-dimensional objects, their movement will be dominated by gravity, i.e. the particles do not follow the main gas path and tend to fall into the clinker bed before being completely converted in the flame. In the clinker bed, the particles will further react leading to locally reducing conditions which can cause local inhomogeneities in the clinker granules and local increase of brown color [4, 5, 6, 7, 8]. Since any effect on the clinker properties must be avoided to ensure good clinker quality, this would limit further increase of the share of SFR.
Although a lot of practical experience and empiric knowledge has been gathered in many cement plants, there is currently still a lack of scientific detailed knowledge which SRF fuel particles potentially cause the greatest changes in the clinker texture and which burning conditions have the most negative impact. SRF are already subject to quality monitoring with regard to certain parameters (e.g. calorific value, chlorine content, trace element content, etc.), but quality criteria with respect to material composition, air-entrainability and resulting combustion properties are missing. So far, no reliable procedure is available to monitor respective quality parameters when the SRF is delivered to a cement plant. This background was the starting point for two research projects that were conducted by VDZ jointly with the Institute of Energy Plant Technology (LEAT) of the Ruhr University Bochum. Both projects were sponsored by the German Federal Ministry of Economic Affairs and Climate Action on the basis of a decision of the German Bundestag.
2 Mathematical modelling of SRF combustion
In order to gather representative characterization data on commonly used SRF, an investigation of SRF samples from eight German cement plants was conducted by means of manual sorting analyses, particle size and mass determination, and thermal analyses. The SRF consists primarily of four material fractions: thin plastic foils, 3-dimensional plastic (3D), paper/cardboard (P&C), and textile particles (on average 30, 26, 12 or 10 M.-%). The rest consists of fines. The main differences found between SRF samples from different sources were the share of the individual fractions and the geometric dimensions of the individual particles. Regardless of the origin, the calorific properties of the material fractions were very similar.
Mathematical modelling of SRF combustion (CFD) was conducted by LEAT to determine the conversion rates of SRF fuel particles in the rotary kiln flame, the flight path, and the impact points of partially burned-out particles on the clinker bed. The fraction-specific numerical models for SRF flight and conversion behavior are implemented as user-defined functions in the CFD software ANSYS Fluent (as described in [9]).
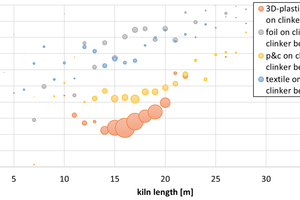
Results of a CFD simulation of a generic 40-m-long rotary kiln are shown in Figure 1. The mass of impacting material of the different material fractions depending on the initial particle diameter, is visualized over the kiln length. 3-dimensional plastic particles show the lowest conversion degree in the gas phase (orange bubbles). Their flight path was found to be primarily influenced by the particle mass and the initial velocity of the particle. They typically lead to an intake of unburned SRF particle mass in the clinker bed within a relatively small impact zone (between 14 and 21 m away from the kiln outlet). Based on these CFD calculations and on empirical values, typical conditions could be defined under which fuel particles, or fuel ash and clinker, react in the clinker bed. These data were used as boundary conditions for further investigations in the laboratory.
3 Laboratory experiments
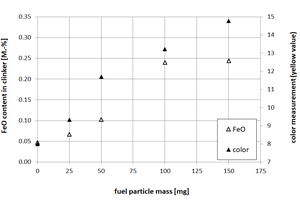
Experiments were carried out by VDZ to investigate the interactions of SRF particles with the clinker bed and the extent to which this can potentially affect clinker properties. For the laboratory tests, a chamber kiln was used in which prepared samples, consisting of clinker und fuel particles, were burned at a sintering temperature of 1450 °C. Polypropylene was used to represent a typical 3D plastic particle. Different mixtures of wood, cardboard and ash represented paper/cardboard particles. The oxygen in the kiln atmosphere was removed by the use of a nitrogen purge as good as possible, in order to mimic the reaction atmosphere that prevails in the respective location of the clinker bed in a rotary kiln. The fuel particle was completely surrounded by clinker material to simulate the “worst case” for local reducing burning conditions (lack of oxygen). The relation between fuel mass and clinker mass was in a range that is typical for the respective situation (0.002-0.006). After clinker burning, the samples were rapidly cooled in ambient air to “freeze” their present state. Subsequently, the samples were ground to analytical fineness. Afterwards, the FeO content was determined according to EN 13639, and a color measurement was carried out. Both parameters can be used as indicators for (local) reducing burning conditions. While the presence of FeO is a direct indicator for reducing conditions, the clinker color is only indirectly connected with reducing conditions (necessary but not sufficient requirement). Nevertheless, it is an adequate measure for the intensity of brown clinker formation.
The results indicate: the larger the mass of the fuel particles entering the clinker bed, the higher the yellow value and the FeO content of the clinker sample (Figure 2). The results also show that the yellow value of a clinker sample burnt with a polypropylene particle was around four times higher than in the case of a wood particle of the same weight. There seems to be a linear relationship between the specific oxygen demand for fuel particle conversion and the increase of brown color.
The combined results of CFD simulations and laboratory experiments indicate that 3D plastic particles in the SRF have a significantly larger potential to cause brown color than e.g. paper/cardboard particles of the same size. The conversion rate of 3D particles in the flame is lower and their specific oxygen demand for conversion is higher. It should be noted, however, that their specific calorific value is larger, which is favorable in terms of its energetic properties. Beyond the mentioned indicators, optical microscopy was used to identify the underlying mechanisms that cause clinker deterioration under reducing burning conditions. An important finding was an increased alite decomposition in the vicinity of the fuel particle. The most important cause for alite decomposition in clinker is the incorporation of ferrous iron (iron-2, caused by reduction due to the lack of oxygen in the atmosphere) into the crystal lattice of alite, decreasing its thermodynamic stability. In some of the samples with the largest fuel particle mass, metallic iron was also detected. This was caused by a further reduction of the iron in oxygen-deficient atmospheres. The phenomenon of alite decomposition and the presence of metallic iron due to reducing burning conditions can strongly affect the clinker reactivity and cement quality.
However, the laboratory experiments also showed that, if the residence times of SRF particles in the clinker were long enough, negative effects on the clinker could be rolled back. Complete “healing” occurred through re-oxidation reactions by the oxygen in the kiln gas atmosphere. This corresponds well with experiences from rotary kiln plants, where re-oxidation during clinker cooling can be observed.
4 Monitoring of SRF quality
One possible strategy to avoid locally reducing burning conditions at high SRF input is to limit the content of 3D plastic particles in the fuel. This can be done by monitoring the fuel quality when it is delivered to the cement plant or used at the kiln burner. In the research project, a rapid test procedure was developed, built, and tested for this purpose. The rapid test procedure consists of the components “air classifier” for the evaluation of the flight behavior, “moisture tester” for the determination of the moisture content and “optical identifier” for the analysis of the material composition by a camera and machine learning system. This article focusses on results of an operating trial in a cement plant for testing the first two components. Results on “optical identification” have already been reported in [10, 11].
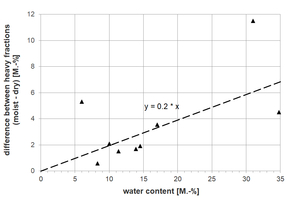
In preliminary tests and CFD simulations in a zigzag classifier, it was determined that the optimum air velocity was 4 m/s, to evaluate the content of 3D plastic particles in the SRF sample. After air classification, the majority of the 3D plastic particles in the sample (around 70%) are in the heavy fraction, whereas the plastic foils are nearly completely in the light fraction. The preliminary tests also showed that the SRF moisture has a significant influence on the result of the air classification analysis, as moisture increases the weight of the particles und thus the proportion of the heavy fraction. A correction factor for calculating the content of the heavy fraction in the dry state was determined for the SRF used in the plant trial (Figure 3). The fineness of the SRF also has an influence, but in practice this is of comparatively little significance, since the fluctuations in fineness are generally smaller than those in moisture content.
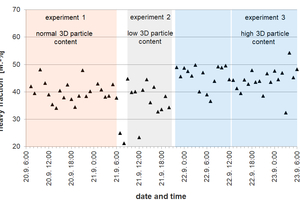
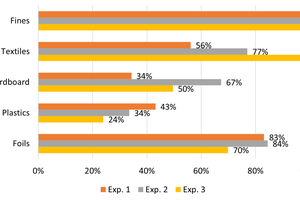
The plant trial was carried out at a cement rotary kiln in which the main firing fuel is predominantly SRF and -to a small extent- coal. Three operating settings were tested, in which the SRF composition (i.e. quality) was intentionally changed (experiments 1 to 3), while other operation parameters – including the clinker cooling conditions – stayed the same. Two samples (5 l each) were taken hourly from a free-falling fuel flow at the furnace fuel feed conveyor, taking care to ensure that the samples were as representative as possible. One sample was then subjected to air classification and the other to moisture measurement. The results of the air classification analysis clearly showed the point of time when a change in SRF quality occurred, in particular a change in SRF moisture and an increase in the content of 3D plastics. The latter could be identified by the increase of the heavy fraction content in the sifting analysis (Figure 4).
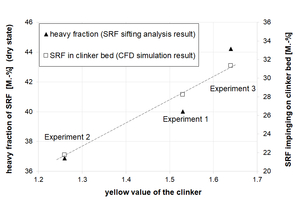
In connection with the increase in the 3D plastic content, formation of brown color in samples taken from the clinker could be clearly associated with locally reducing burning conditions due to SRF combustion in the clinker bed (confirmed by microscopy investigations of clinker samples). This is also in line with the results of the simulations of the operational test which show that a considerable proportion of the 3D plastics is not converted in the gas phase, but instead burns in the clinker bed (Figures 5 and Figure 6). It should be noted that variations in SRF quality are only one of the possible causes of brown clinker color. Other plant-specific factors – in particular the raw material composition – are also important.
5 Conclusion
The conducted laboratory experiments, CFD simulations and kiln trials showed that a significant portion of the SRF does not burn in the flame, but ends up burning in the clinker bed. The higher the amount of unburned fuel particles inside the clinker bed and the higher the oxygen demand for their oxidation, the higher is the potential for the formation of locally reducing burning conditions. The most crucial SRF quality parameter in this regard is the content of 3-dimensional plastic particles. This material fraction has the lowest conversion rate in the flame and the highest impact on the local clinker properties.
In the cooling zone of the kiln re-oxidation of the clinker takes place, and the results of reducing burning conditions are rolled back but finally there is a certain potential for an increase of brown color of the produced clinker. Since any effect on the final clinker properties must be avoided to ensure good clinker quality, appropriate countermeasures are required. One possible measure is to limit the input of 3D plastic particles into the furnace system, when larger shares of SRF are envisaged for plant operation.
The use of an air classifier in combination with a moisture tester has proven to be suitable for detecting elevated contents of 3D plastic particles in SRF samples. The result of sifting of SRF samples taken hourly at a kiln plant correlated well with the determined yellow value of the clinker produced. In principle, the method can be used for the inspection of incoming fuel deliveries to the cement plant, for root cause analysis in the event of deviating kiln operation, or for evaluating SRF supply offers. However, this requires representative sampling that is as good as possible.
Vol. 6, pp. 44-49, 2014
Proceedings of the 34th international conference on cement microscopy,
01.-04.04.2012, Halle/Saale, 2012
Les Diableret, 2017
fraction identification of refuse-derived fuel images, Fuel, 2023-06, Journal article,
DOI: 10.1016/j.fuel.2023.127712