Study on the production of cements using
a multi-stage grinding strategy
Grinding clinker-efficient cements with low specific energy demand is one of the most challenging topics for future cement production. Therefore, the European Cement Research Academy has been working on new concepts and technologies for efficient comminution. This study evaluates exemplarily the production of two composite cements.
1 Introduction
In 2014 the ‘European Cement Research Academy’ (ECRA) initiated a research project with a focus on efficient comminution technologies which may become important for cement grinding in the future: the “Future Grinding Technologies” Project [1]. In the first phase of the project, the problems and limitations in cement grinding were discussed by bringing together researchers and cement manufacturers, as well as technology and service providers. It soon became obvious that in order to increase energy efficiency, product quality and the flexibility of production needed to be addressed with a holistic optimisation approach – especially with regard to product portfolios with low clinker-factors. In order to challenge given concepts and technologies, a comprehensive study was conducted to identify promising comminution technologies which are not commonly used in the cement industry. The findings were summarised in an interactive database featuring more than 60 technologies of different development states, from patents and laboratory-scaled technologies up to large-scale industrial comminution aggregates [2]. All these technologies were systematically compared with the established grinding plants of the cement industry in various scenarios [3]. This evaluation revealed a number of interesting technologies which are possibly able to outperform conventional equipment, but only in very specific scenarios.
Stirred media mills, for example, allow ultra-fine grinding of clinker (>10000 cm²/g acc. to Blaine) with reasonable energy demand, while some crushers could be used for efficient pre-comminution. Nevertheless, none of these technologies is capable of challenging given technologies such as vertical roller mills (VRM) or high-pressure grinding rolls (HPGR) as a stand-alone solution. Therefore, the concept of cement grinding was rethought in order to implement high-efficient solutions for specific grinding tasks inside a flexible production framework.
In principle, by implementing additional grinding stages covering only a limited range of fineness and only a fraction of the total mass flow, efficiency and flexibility improves. However, with additional grinding stages, operational complexity and investment costs significantly increase. In order to realise efficient comminution in limited size ranges with a minimum number of mills, ECRA has developed the concept of “multi-stage grinding” of cement.
2 Multi-stage grinding: An approach for future comminution
2.1 The general idea of multi-stage grinding
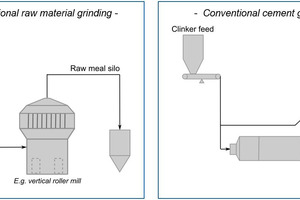
Separate grinding systems for raw meal and cement are state of the art. For energetical reasons, raw material grinding is often realised using a VRM as shown in Figure 1. Coarsely crushed raw material is dried and ground to the final raw meal fineness in high quantities. Cement grinding – as also shown in Figure 1 – is in many plants often still realised using at least one ball mill with a dynamic separator to achieve a high product fineness. However, it is well known that ball mills are robust but not energy efficient. There is a variety of solutions for improving energy efficiency, such as combined grinding circuits with HPGRs and ball mills, or the separate grinding and mixing of main constituents. Both solutions basically limit the range of operation for the mill itself, while the flexibility of operation is increased. The multi-stage grinding plant uses this idea without increasing the number of mills and investment costs to too high an extent.
The basic idea of a multi-stage grinding plant involves a centralisation of all grinding tasks (raw material and cement) in one grinding facility with at least three grinding stages (GS) which provide equipment for coarse-/pre-grinding (GS1), fine grinding (GS2) and ultra-fine grinding (GS3). Ultra-fine grinding here refers to a material fineness beyond ~8000 cm²/g according to Blaine (mainly finer than 5 to 8 µm [1]) and will become more and more important due to rising demand for cements with very high fineness. Each grinding step features at least one mill but can be equipped with various mills in order to meet the required capacity.
Efficient mills for coarse and ultra-fine grinding support large-scale mills in GS2, which are allowed to primarily operate in their comfort zone around medium fineness levels. GS2 is preferably equipped with high-pressure comminution devices without compromising on product quality. Both products with high fineness and complex multi-composite cements can be produced by mixing intermediate products from the separate grinding of different constituents and different size fractions. Requirements regarding a low electric energy demand and high flexibility of production can thus theoretically be met. However, there are several practical challenges for such a disruptive concept. Sharing mill capacity between raw material and cement grinding requires robust scheduling and sophisticated mass flow management which perfectly brings together the intermediate products from the different grinding stages. In addition, it can be expected that mills in GS2 will need large capacities. Moreover, raw material drying by using heat from the preheater or hot gas generators needs to be considered.
ECRA therefore conducted a feasibility study to understand if the basic design of a multi-stage grinding plant would meet the production requirements by using efficient equipment available in ECRA’s technology database.
2.2 Layout of a multi-stage grinding plant
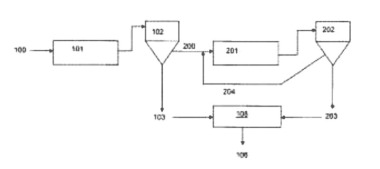
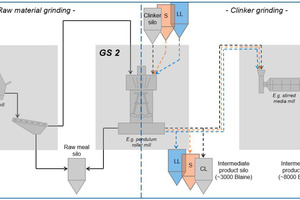
Before taking a closer look at the production of composite cements, the general plant design is exemplarily explained for the production of CEM I. The considered multi-stage grinding plant uses 3 different grinding stages. GS1 is used as a pre-comminution step for raw material, GS2 is implemented for the fine grinding of raw material or clinker, and GS3 for ultra-fine grinding of clinker using a stirred media mill (Figure 2).
In GS1 raw material is dried and ground to a preferably steep particle size distribution (PSD) using an impact mill, but also, any other sufficient pre-grinding technology can be used at this stage. The implementation of a screen instead of a dynamic separator for classification could significantly reduce the specific electric energy demand by approximately 23-26% [4]. Already fine ground raw meal of GS1 (maximum grain size < 200 µm) can be sieved off, whereas coarse raw material particles will be comminuted in GS2.
For GS2 efficient high-pressure comminution devices for medium fineness levels (VRMs, HPGRs or a Horomill) are well suited. In addition, alternative technologies such as a pendulum roller mill could also be an option, which is exemplarily shown in Figure 2. The idea in GS2 is to use the grinding devices for both raw material and clinker grinding. In GS2 the coarse raw material remaining from GS1 will be ground to the final fineness. GS2 operates up to 20 h per day. During that time, the grinding of raw material rejects from GS1 and of cement components takes place. The duration depends on the material grindability and the total capacity. The example in Figure 2 shows the split-grinding of raw material and clinker in GS2, where a clinker fineness of 3000 cm²/g (Blaine) is produced. Due to the fact that a product fineness of 3000 cm²/g (Blaine) would not be sufficient for higher strength classes, an additional ultra-fine grinding step is needed and implemented in GS3 (Figure 2). In this example a stirred media mill (SMM) is utilised. Specific surfaces of >10000 cm²/g (Blaine) can be achieved with this mill type.
Grinding clinker to a specific surface of 8000 cm²/g (Blaine) can be realised in a single SMM with a throughput of around 14 t/h, so that these mills are generally predestined for ultra-fine grinding of clinker and other cement components [5], [6]. In order to produce high-performance cements, clinker of medium and high fineness (in this example 3000 and 8000 cm²/g acc. to Blaine) are blended to final products of different fineness and PSDs. To achieve a broad PSD for a CEM I 42.5R ~20% of ultra-fine clinker is required. The idea of separate grinding and blending opens the possibility to design and adjust the final PSD of the cement and therefore the resulting performance. However, in terms of the final specific energy demand, the portion of the ultra-fine clinker produced via SMM should be reduced to a minimum because of the high energy consumption of the SMM compared to high-pressure comminution. Research has shown that by mixing the different intermediate products of both mill types, energy savings between 15-25% for Portland- and Portland-composite cements can be achieved compared to the production of cements in a closed-circuit ball mill [4], [5].
As a consequence, multi-stage grinding and subsequent mixing of different intermediate products will reduce the electrical energy demand. It is also a promising future-oriented strategy for the production of multi-composite-cements with low clinker contents. The different main constituents such as limestone, slag or calcined clays can be ground to various finenesses and blended to optimised PSDs. Ultra-fine grinding provides the possibility to selectively access the full hydraulic potential of the components, but only where necessary and only for a limited portion of material. Nevertheless, for this concept each grinding stage in a multi-stage grinding plant has different requirements to fulfil, based on the material properties and the product portfolio. GS1 needs to provide a sufficient drying capacity for raw material moisture. Additionally, high production rates of material finer than 200 µm are desirable. The specifications regarding GS2 include high grinding efficiency and adequate production rates for different materials and finenesses as well as sufficient temperatures for sulphate dehydration. The requirements for GS3 involve the production of ultra-fine intermediate products at satisfactory production rates. Sufficient dehydration of sulphates is also mandatory. To evaluate this concept with the mentioned requirements and to identify the potential bottle-necks of the multi-stage grinding approach, a feasibility study for the production of composite cements was conducted by ECRA.
3 Feasibility study for the production of composite cements
3.1 Production parameter
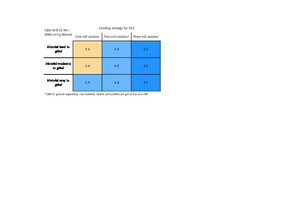
Future cement portfolios will increasingly include cements with one or more cement main components. Therefore, the feasibility study focusses on the production of composite cements. Table 1 shows the considered production parameters as well as the used cement compositions relevant in this study. The final product fineness, the clinker production capacity and the raw meal production rate in GS1 is set constant. For the CEM II/A-LL the clinker is the most important component in terms of strength development. The benefit in strength due to inert materials like limestone is limited, so that ultra-fine fractions of limestone are considered to have no significant effect. With a coarse (c) (3000 cm²/g) and an ultra-fine (uf) intermediate product (8000 cm²/g) of clinker, the cement strength can be adjusted. In Table 2 the fineness-related composition of all different intermediate products has been compiled for CEM II/A‑LL.
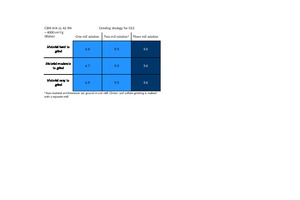
For the production of CEM III/B the composition of the different intermediate products is shown in Table 3. The granulated blast furnace slag (GBFS) and the clinker are ground to 3,000 cm²/g (Blaine) and 8,000 cm²/g (Blaine) due to their importance for the strength development. It is assumed that the compressive strength of CEM III/B can be well adjusted based on a sufficient blending of coarse (c) and ultra-fine (uf) intermediate products as shown in Table 3. The general flow sheet for multi-stage grinding of CEM II/A-LL and CEM III/B is principally the same as shown in Figure 2.
For the feasibility study on composite cements, three different strategies within GS2 were considered: A “one mill solution”, where all materials are subsequently ground in one high-pressure grinding device, a “two mill solution” and a “three mill solution”. Using the “two mill solution” in GS2, the production of CEM II/A-LL is realised by grinding the remaining raw material of GS1 and the limestone (LL) in one mill. Clinker and sulfate grinding is done in a separate mill of the same technology type. For CEM III/B the raw material of GS1, clinker and sulfates are ground in one mill and GBFS is ground separately. This ensures that the hardest material is efficiently comminuted in terms of the required production rates. The third strategy “three mill solution” considers the case that all materials are comminuted in three separate mills of the same technology type.
The “one mill solution” could be a sufficient strategy in GS2 to reduce the CAPEX. With the “three mill solution” a simple operation and flexible production is guaranteed, because no material change is needed during operation. With regard to CAPEX and compared to the “one mill solution”, the “three mill solution” might be more expensive due to the investment costs for three separate grinding technologies. Hence, the “two mill solution” for GS2 is seen to be a compromise in terms of CAPEX and flexible operation conditions. If more than one mill of the same type and size is used, synergies between the mills reduce specific CAPEX for spare parts.
3.2 Assessment method
The general assessment of the output of the study was done using ‘soft criteria’ (Table 4). The soft criteria (SC) range from 1 to 6 or from ‘very impracticable’ to ‘very practicable’. As seen in Table 4, the assessment is better the lower the needed air volume flow for separation, drying and dehydration. The necessary demanded production rate is directly linked to the required drive power and is evaluated to be better the lower the calculated drive power. The assessment was done for each grinding stage separately. The final assessment is a mean value of all three grinding stages, expressed as SC. CAPEX is not part of the evaluation and needs to be discussed separately.
4 Results and discussion of multi-stage grinding
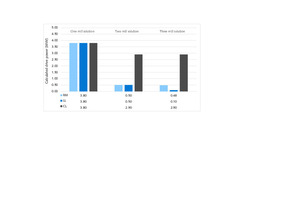
The strategy of multi-stage grinding for the production of CEM II/A-LL is generally feasible and independent of material grindability. The evaluation results are shown in Figure 3. Compared to the results for the “one mill solution”, the grinding strategy of a “two mill solution” in GS2 leads to a better assessment and is even outreached by the “three mill solution”. Since the drive power of the equipment in GS2 has a high impact on the assessment, the calculated drive power for all three grinding strategies for GS2 is compiled in Figure 4. It is evident that the required drive power decreases with the number of separately operating mills. It should be noted that the transition time for the “one mill solution” and the “two mill solution” is higher compared to the “three mill solution”, because of the increased effort of material handling. Therefore, the calculated drive power is slightly higher than the sum of the drive power of the “three mill solution”.
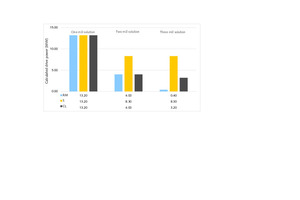
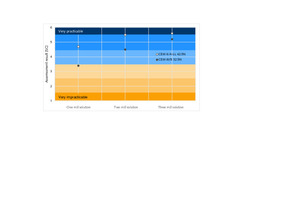
For the production of CEM III/B the assessment results are shown in Figure 5. Analogous to CEM II/A-LL, the evaluation is the better the more mills are implemented for grinding in GS2. It is obvious that the “one mill solution” is no realistic strategy for the production of CEM III/B. A reliable production is limited to materials easy to grind. The best assessment results are achieved with three separate mills in GS2. The calculated drive power for each grinding strategy in GS2 is shown in Figure 6. For the “one mill solution” the calculated drive power of 13.2 MW exceeds the maximum feasible drive power of currently 10 MW [7] and is the main reason for the comparably bad evaluation result (Figure 5). In Figure 6 the drive power decreases with the increasing number of mills in GS2. The lowest drive power – and therefore best evaluation result – can be realised with the “three mill solution”.
The general output of the study on composite cements via multi-stage grinding is summarised in Figure 7. Therein, the soft criteria for each cement type are given as a mean value. It is evident that the production of CEM II/A-LL is practicable for all grinding strategies based on the defined conditions in this study. According to the soft criteria, the difference between a “two mill solution” and a “three mill solution” in GS2 is not significantly high. The lowest rating is clearly attributed to the “one mill solution”. The same statement is valid for the production of CEM III/B, whereas the difference between the “two mill solution” and “three mill solution” is more significant. Based on the results shown in Figure 5, the approach of multi-stage grinding for CEM III/B is not a satisfying solution if high to moderate material grindabilities are present. This is most probably the case due to high amounts of GBFS (70%), which in general are comparably hard to grind.
From a CAPEX point of view, the “one mill solution” might be a satisfying option, since only one big mill has to be installed instead of several small devices which might occupy three times the space of one big grinding device. The risk of a breakdown of one mill in GS2 and – as a consequence – a total loss of production is not attractive for a future-oriented grinding strategy. Using two mills in GS2, a lower production rate is still guaranteed if a breakdown of one mill occurs. The CAPEX however might be higher. But even if conventional grinding plants are considered, several ball mills are necessary to achieve the production rate of a cement plant with similar production parameters as used in this study.
The highest investment can be expected by using three mills of the same type in GS2 for grinding each main component separately. The risk of a breakdown and a subsequent downtime of the complete production is very low, so that the highest flexibility in production can be realised with this strategy. Based on already installed equipment in the cement plants, available budgets and product requirements, multi-stage grinding plants will always be an individual solution. Furthermore, some parameters used in this study are dependent on the requirements of the mill type used and the feed material properties (for example the feed moisture content). Therefore, no general standard plant layout can be suggested which will fit all requirements of the cement industry at once. Nevertheless, a conversion from conventional to multi-stage grinding can be realised in several smaller steps or only for specific cements.
67 p. (www.ecra-online.org)
on 09.06.2022
Vol. 14, pp. 42-47