Belt bucket elevator for grain sizes up to 80 mm



Bucket elevators are playing a standard equipment role in the bulk material conveying technology wherever vertical conveying is involved. In more than 30 years, Aumund from Rheinberg/Germany has continuously refined the bucket elevator technology and nowadays offers strong and most capable solutions worldwide for the vertical transport of bulk material. Aumund’s belt bucket elevators are characterised by large conveying heights of up to 200 m and conveying capacities up to 2500 t/h. The belt bucket elevator BWG-GK for coarse grain makes possible the transport of material of grain sizes up to 80 mm.
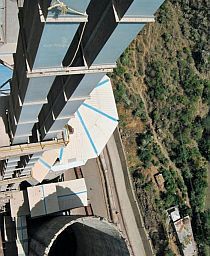
The main task during development of a belt bucket elevator for coarse material is the protection of the belt from damage by the conveyed material. Aumund therefore follows a new path: the narrow, overlapping bucket configuration permits the belt to disappear entirely behind the buckets. It is thus protected and no coarse material can become jammed between the backs of the buckets and the belt. The outer edges of the belt are simultaneously protected. Even in the case of a stoppage with filled buckets, no coarse material will be thrown behind the backs of the buckets (Fig. 1).
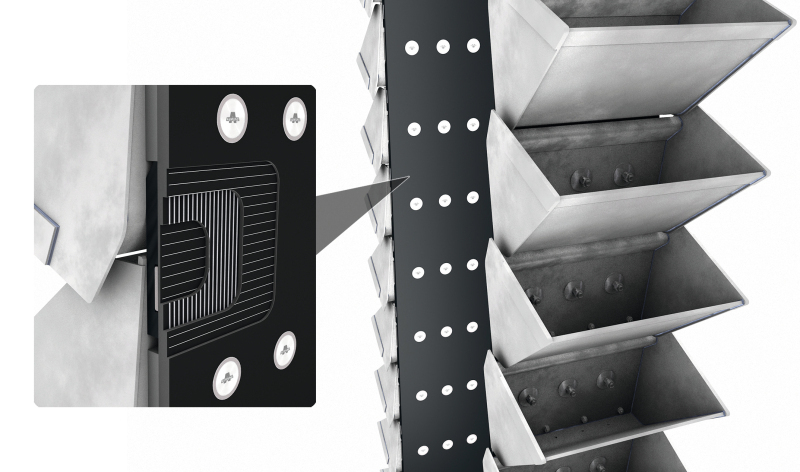
Another task is to ensure a safe bucket attachment and, considering the loading conditions of the buckets, even in the case of scooping. Here, the design of the steel cord belt with transversal steel cord reinforcement provides high pull-out strength and a reliable fixing for the bucket fastening. These plate screws can be used exclusively for fitting the buckets (Fig. 2). The plate screws developed by Aumund differ significantly from conventional DIN plate screws and have been designed for a longer belt service life and higher carrying capacity. Therefore, further attachments to increase the clamping force at the bucket fastening are not necessary. The advantage: the belt runs smoothly and without high abrasion on the drive pulley. Only small dead loads have to be transported.
Furthermore, the belt of a bucket elevator needs to provide a high tensile strength, a low net weight and a low elongation, while simultaneous running in good alignment is demanded. This is achieved by a specialized production process and most of all by a high transversal rigidity. The bucket elevator belt has to be optimally designed for its attachments like buckets, rubber seals and endless splices in order to function as a reliable complete system in daily operation, even after many years. All this is ensured by the carcass construction in combination with the bucket fastening system. Closely spaced high-tensile steel cords act as continuous tensile members.
This allows belt strengths of up to 4200 N/mm for lift heights of more than 200 m. On the front side as well as on the back side of the tensile members steel cord transverse reinforcements strengthen the belt. In contrast to reinforcements with textile fabric inlays, the advantage of steel cord transverse reinforcements is the higher adhesion of the rubber. This higher adhesion ensures a permanent connection of the individual belt layers, even under the influence of temperature.
//www.aumund.com" target="_blank" >www.aumund.com:www.aumund.com