Neue Probennahmeanlage hilft bei Kostenoptimierung
Erdwich Zerkleinerungssysteme GmbH


„Bisher musste ein Mitarbeiter die Ersatzbrennstoffproben händisch aus der Förderung entnehmen und dann zur Zerkleinerung in unser Labor bringen“, erklärt Peter Kraihamer, der bei Leube für Instandhaltung, Planung und Sicherheit zuständig ist. Dabei ergebe sich ein Problem, denn „jeder Mitarbeiter entnimmt eine unterschiedliche Menge in abweichenden Anzahlen und zu anderen Zeiten. Deshalb konnte man bisher von keiner normgerechten Probeentnahme ausgehen, denn diese sollte ja dem gesamten Querschnitt einer bestimmten Materialmenge entsprechen.“
Um eine exakte Untersuchung gewährleisten zu können, wurde die Erdwich Zerkleinerungssysteme GmbH mit dem Bau einer speziellen Anlage beauftragt. „Die Anforderungen waren äußerst präzise“, berichtet Andreas Ostermeier, Projektleiter bei Erdwich. „Wir sollten aus jeder Lkw-Lieferung mit jeweils rund 90-100 m3 EBS mehrmals ca. 60 l Probematerial entnehmen und auf eine für das Labor verwertbare Stückgroße zerkleinern“, so Ostermeier weiter. Außerdem sollte eine bestimmte Probemenge aufbereitet werden, die repräsentativ für die komplette Lkw-Ladung sein soll und dann per Rohrpost automatisch ins Labor geschickt werden kann. Dazu werden die jeweils 60 l Material nach dem Zerkleinern homogen vermischt. Daraus wird eine Probe mit 0,5 l für das Labor automatisch entnommen und abgefüllt. Dieser Zyklus wird mehrmals wiederholt, so dass genaueste Rückschlüsse auf das angelieferte EBS-Material gezogen werden können. Nur so können dessen Brennwerte exakt bestimmt und dadurch die Kosten für den Zementherstellungsprozess optimiert werden.
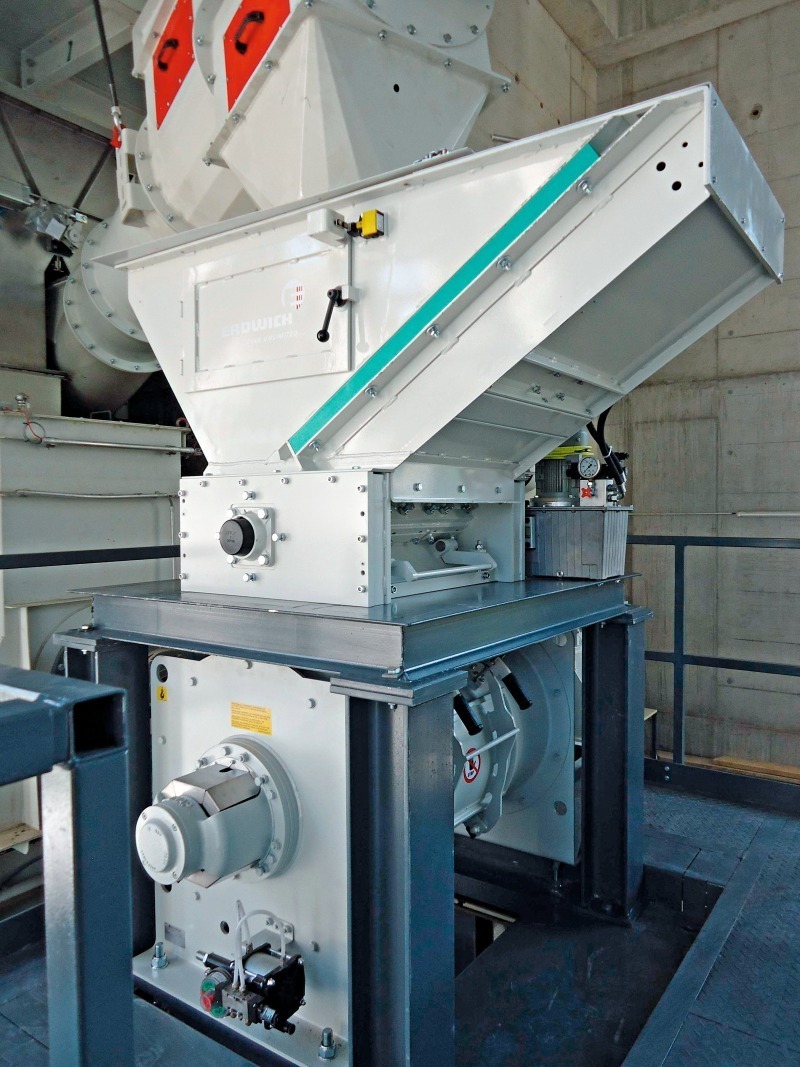
Um eine repräsentative Probeentnahme zu gewährleisten, hat Erdwich eigens eine spezielle Zerkleinerungsanlage konstruiert. Bislang wurde das EBS-Material von einem Förderband in einen Bunker-Wiegebehälter transportiert. Von dort aus ging es durch einen Doppeltrog-Schneckenförderer direkt in eine Brennkammer. Die Probeentnahmeanlage wurde nun direkt zwischen dem bereits vorhandenen Förderer und dem Bunker-Wiegebehälter angeschlossen. Nach dem Förderband ist eine pneumatisch angetriebene Ausschleus-Klappe installiert. Diese öffnet sich sekundenweise solange, bis die erforderlichen 60 l entnommen sind, und schwenkt dann wieder zurück. Im Anschluss wird das entzogene Material von der Schleusenklappe über eine Förderschnecke zu einem Erdwich-Einwellen-Zerkleinerer vom Typ M600/1-600 geleitet. „Zur Reduzierung der Durchlaufzeit sowie um eine optimale Materialzuführung auch bei sperrigen Materialien zu gewährleisten, ist der Zerkleinerer mit einer hydraulischen Eindrückvorrichtung ausgestattet“, berichtet Ostermeier. Die Feinheit der zerkleinerten Materialien bestimmt ein integriertes Sieb, denn nur eine gewisse Partikelgröße ist für die Laboranalyse geeignet.
Um zusätzliche kostspielige Fördertechnik zu vermeiden und Platz zu sparen, gelangt das Material nach dem Zerkleinern im freien Fall in eine Mischtrommel, wo die Probemenge zu einer homogenen und repräsentativen Zusammensetzung vermischt wird. „Wäre dies nicht der Fall, würden unsere Ersatzbrennstofflieferanten das Ergebnis der Analysen sofort in Frage stellen, so Kraihamer. Ist das Material zur Genüge vermischt, verlässt es über eine Klappe erneut im freien Fall die Mischtrommel.
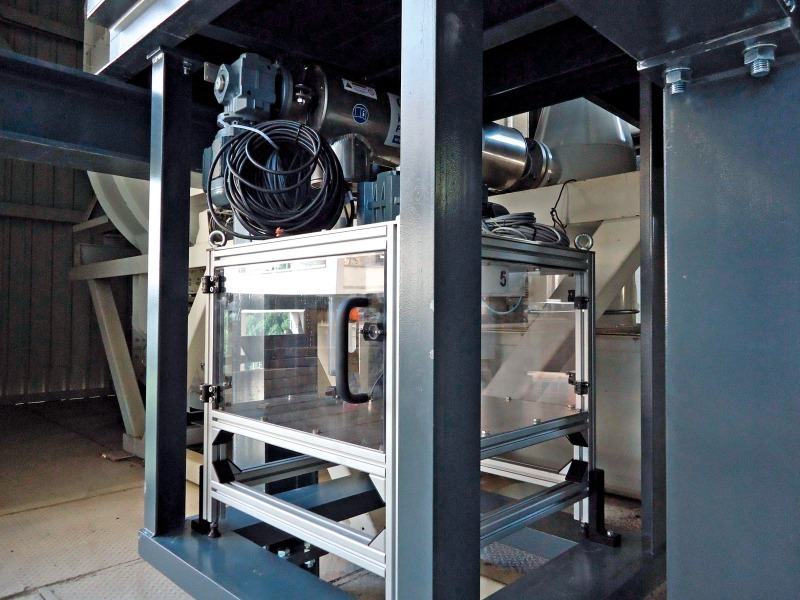
Im nächsten Schritt werden durch eine Probeentnahmeschnecke die letztlich benötigten 0,5 l ausgeschleust. Der Rest gelangt wiederum im freien Fall zurück in den eigentlichen Verbrennungsprozess. „Sobald das Sammelbehälterkarussell voll ist, werden alle Behälter entnommen und können per Rohrpostsystem ins Labor verschickt werden“, erklärt Ostermeier. „Damit auch jede Probe eindeutig der jeweiligen Lkw-Charge zugeordnet und gekennzeichnet ist, verfügen die Karussell-Abfüllanlage sowie die Behälter über RFID-Chips, Schreib- und Leseköpfe.“
Das schwer zu handelnde EBS-Material stellte bei der Herstellung der Laborproben die größte Schwierigkeit dar. „Den Hauptanteil des EBS machen Kunststoffe aus. Entsprechend seinem Ursprung, dem Gewerbemüll, ist jedoch mit jeglicher Art Störstoff wie beispielsweise Holz, Metallen, mineralischen Fraktionen oder Glas zu rechnen“, so Ostermeier. Doch die Vorgaben für das Größtkorn betragen 150 x 150 mm für 2D- und 25 x 25 x 25 mm für 3D-Materialien. Das Zerkleinern der unterschiedlichen Beschaffenheiten sowie die partielle Restfeuchte erfordern sehr hohe Kräfte von den Messern. Deshalb wurden sie besonders auf Verschleißfestigkeit ausgelegt und sind mit einer speziellen Geometrie ausgestattet.
Eine weitere Herausforderung war, dass die komplette Anlage unempfindlich gegen Staub, Wasser, Schnee, Eis und Temperaturschwankungen sein muss, da sie sämtlichen vor Ort typischen Witterungsverhältnissen praktisch ohne Schutz ausgesetzt ist. „Also mussten spezielle Elektrokomponenten verwendet werden, damit Ansteuerungen wie die pneumatische Umschaltklappe, verschiedene Füllstands- und Positionsüberwachungen, Elektromotore, Heizungen oder pneumatische Antriebe bei jedem Wetter im Freien betrieben werden können“, so Ostermeier. Zudem wurden Heizelemente integriert, um die zum Teil extremen Kälteeinflüsse von bis zu -30 °C zu kompensieren.
Auch die Platzverhältnisse erforderten eine zusätzliche Anpassung der Anlage. Denn die Probeentnahmeanlage musste in 40 m Höhe in ein bereits bestehendes System integriert werden, wobei Leube auf kürzeste Umrüstungszeiten bestand, um den alltäglichen Betrieb so wenig wie möglich zu stören. So musste speziell für diesen Anwendungsfall eine sehr Platz sparende Ausführung konstruiert werden. Unter anderem wurde nahezu die komplette Anlage direkt über den bereits vorhandenen Doppeltrog-Schneckenförderer gestellt, was zur Folge hat, dass kaum zusätzliche Freifläche in Anspruch genommen werden musste.
„Die von Erdwich gelieferte Anlage hat eine Gesamtabmessung von 5,85 m Länge auf 5,34 m Breite bei 5,56 m Höhe und besteht grundsätzlich aus einem pneumatischen Probennehmer, einer Förderschnecke, einem Zerkleinerer, einem Mischer, einer Probenahmeschnecke und einem Probensammler mit den dazugehörigen Maschinengestellen, Aufstiegen und Bühnen“, fasst Kraihamer zusammen.
„Um im Wartungsfall der bereits vorhandenen Doppeltrog-Förderschnecke nicht das komplette Probeentnahmesystem sehr aufwändig aus dem Weg schaffen zu müssen, wurde die Anlage auf einem Fahrrahmen installiert“, erklärt Ostermeier. Außerdem wurden die einzelnen Komponenten des Systems so klein und leicht beziehungsweise schraub- oder teilbar konzipiert, dass sie mit dem bereits vorhandenen Lastenaufzug an den Aufstellort transportiert werden konnten. „Trotz der sehr umfangreichen Spezialanforderungen konnten wir größtenteils auf Standardkomponenten zurückgreifen, auch, wenn die Gesamtanlage eine individuelle Sonderlösung ist“, fasst Ostermeier zusammen.





