
Conveyor transfer point engineered for hot clinker
 Martin Engineering
Martin Engineering
 Martin Engineering
Martin Engineering
 Martin Engineering
Martin Engineering
 Martin Engineering
Martin Engineering
 Martin Engineering
Martin Engineering
 Martin Engineering
Martin Engineering
 Martin Engineering
Martin Engineering
The presence of hot material has long made safety a priority for cement plant operators. However, regardless of the safety measures protecting individual workers, mitigating buildup and spillage in the hottest parts of the production process to avoid clogging and downtime is largely considered the least desirable job in the entire plant. Safety personnel at a cement plant in Texas raised attention to a transfer point leading from the cooling process to the tripper conveyor in the clinker barn. The transfer point struggled with excessive spillage of hot material and posed a potential risk to workers.
For thousands of years, cement production has heated the constituents used in the mix to the highest temperatures possible to remove impurities. Today, meal or raw material for Portland cement is calcined in a ~1000 °C degree kiln, akin to dropping it into the center of an active volcano. Although the material is run through a cooling process afterward, the light friable aggregate is still hot enough to burn through regular conveyor belting, high heat personal protective equipment (PPE), or pretty much anything else it encounters.
The presence of hot material has long made safety a priority for cement plant operators. However, regardless of the safety measures protecting individual workers, mitigating buildup and spillage in the hottest parts of the production process to avoid clogging and downtime is largely considered the least desirable job in the entire plant.
Safety personnel at a cement plant in Texas raised attention to a transfer point leading from the cooling process to the tripper conveyor in the clinker barn. The transfer point struggled with excessive spillage of hot material and posed a potential risk to workers. “The transfer point in the clinker barn was an issue we’d been trying to address for a while,” said a source close to the project. “Our goal was to reduce the amount of maintenance needed for repairs and cleanup in the area. Unscheduled downtime, increased labor and product loss were raising the cost of operation. By making the system more efficient, we would also improve safety around the transfer point.”
From kiln to storage
Processing approximately 181.4 t/h of raw meal, when the molten clinker rolls out of the kiln, it is loaded onto a pan conveyor consisting of several high heat metal pans pulled by a chain. Cold air cools the cargo quickly, reducing it from nearly 760 °C degrees to a temperature range of between 176-426 °C.
Once the clinker is cooled, it is dropped through a 1.5 m long sloped chute onto a high-heat belt attached to a tripper conveyor that is suspended about 24 m above the massive piles along the length of the airplane hangar-sized clinker barn. With a length of 335 m and a width of 610 mm, the belt conveys material at 1.32 m/s toward the tripper discharge chute.
Moving slowly back and forth along the entire length of the barn, the tracked tripper system discharges chalky clinker through a chute onto tall piles for storage.
However, the stored material does not stay long, being constantly moved by front loaders to different sections of the plant as needed.
“This is a 24-hour operation to meet the demand of our customers,” said the source. “When there’s a problem with the clinker tripper conveyor, it needs to be addressed right away or it could hamper production.”
Feeling the heat
Several issues contributed to safety concerns. The original transfer point from the pan conveyor to the tripper had some problems with sealing. Hot fines would spill out the sides and collect on the walkway around it. In addition, backups in the transfer chute often stopped production until they could be cleared.
Access was also a challenge. The outdoor staircase goes up 8 stories to an operations platform, which can be a daunting climb, especially in the Texas summer. Once staff has reached the transfer point, the temperature rises due to the clinker. Manually clearing the transfer chute carries the possibility of direct contact with the hot material, so it is important that a trained employee with an air lance or CO2 blasting device perform the cleaning while wearing high-heat PPE.
To capture some of the spillage, there was a 0.9 by 1.5 m grated shaft installed on the platform under the transfer point. It leads down a chute and adds the product to the storage pile below. This was intended to mitigate worker contact with the material and shore up some production losses associated with the spillage. However, excessive fugitive material still piled around the platform, creating a potential hazard that needed to be removed often.
Even scheduled maintenance imposed both safety and cost concerns. Contractors were brought in approximately twice per month to clean the area. A crew of 4 to 5 workers with a vacuum truck would remove the debris. This cost the plant as much as US$15k to $20k per month, depending on the scope of the job and the number of times the crew needed to come in.
Equipment struggles
The punishing environment of this transfer point had a profound effect on the equipment. Idlers would regularly seize or break due to warping from the heat, the weight of the cargo, or fines getting into rolling components such as bearings. The belt would also wear quickly, forming holes or even breaking at the splice.
When an idler seizes, it causes friction and excessive heat on the return side (bottom) of the belt. Friction can cause the belt to quickly degrade and fray at the edges. If left unnoticed long enough, it can erode mechanical splice attachments, causing the splice to break. Although the belt might be high heat graded on the cargo side, the return side is likely more vulnerable, which can potentially lead to fires.
The impact idlers were of particular concern, because they were the most likely to freeze from impact damage and warping due to constant heat exposure. The gaps between idlers would often allow dents and cracks to form on the protected side of the belt. These damaged spots would succumb to the heat and quickly become holes. Due to the high cost of belt replacement, operators would leave the holes, adding to the spillage until it became unmanageable.
The belt seal in the loading and settling zones was an issue that contributed to spillage, as well. Wear liners along the chute wall were not adequate for handling the high heat environment and would warp or tear, creating escape points for fines. The skirting would wear quickly and leave large gaps between idlers where the belt would sag, allowing more fugitive material to escape.
One size does not fit all
Managers did not immediately approach Martin Engineering, instead choosing what, on the surface, seemed like a logical solution. The company installed a prefabricated interlocking tube system that offered a sealed environment with good access for maintenance and idler replacement. Unfortunately, the system’s construction materials were unable to endure the punishing environment and the demands of the application. This caused excessive spillage, unscheduled downtime, product loss and a higher cost of operation. Due to failures and serious concerns over fires and safety, the tube system required premature replacement.
Having a long-time relationship, several service contracts and many successful projects throughout the plant, Martin Engineering was brought in to inspect the transfer point and offer solutions. Trained technicians who were familiar with the issues in the clinker barn executed a Walk the Belt™ procedure that allowed them to complete a full checklist and identify issues throughout the transfer process.
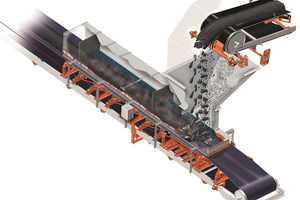
Technicians proposed a fully modular heavy-duty Total Transfer Point Solution™ that would be better suited for the application. This included raising and shortening the transfer point enclosure, drastically improving the seal, adding belt support and controlling airflow through the settling zone.
High flying installation
Using a crane to lift the components to the high work platform, five contractors and a Martin Engineering supervisor were able to dismantle the old system, install the new components and clean up the area in less than 4 days. This quick turnaround allowed improved testing of the system prior to the end of downtime.
The team installed a new enclosure with an impact cradle, external wear liner, apron seal skirting, track-mounted idlers, support cradles and dust curtains. These components work together as a total solution to improve belt loading, reduce spillage and dust, and minimize impact damage to the belt.
The previous enclosure was 6 m long. The idea is to give cargo and dust as much time to settle in a sealed environment as possible. To accomplish roughly the same goal in a shorter length, Martin Engineering technicians raised the height of the enclosure slightly and reduced the length to 3.6 m.
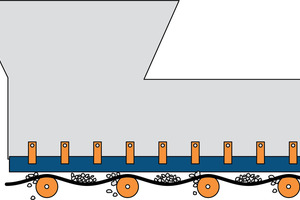
The impact cradle eases the cargo’s collision with the belt, reducing the chances of serious belt damage. The unit features troughed low-friction UMHW bars that support belt edges and stabilize the belt line. This eliminates belt sag and bounce associated with impact idlers and minimizes the need to replace broken rolling components that can increase friction on the belt. The „box“ design allows each bar to be turned over to provide a second wear life.
When loaded at a high speed, hot material hitting the enclosure wall can quickly erode the metal and create holes where spillage can escape. The external wear liner adds an extra layer of protection and can be replaced from outside the chute. Previous designs required confined space entry by a certified worker to remove the liner using a blow torch. Now it can be done safely with simple tools from outside the enclosure.
Accompanying the wear liner on the outside of the enclosure is the apron seal skirting. This innovative dual sealing system made from EPDM (ethylene propylene diene monomer) 70 durometer rubber composite prevents spillage by maintaining an effective dust barrier. The primary seal is clamped to the chute wall, with a self-adjusting secondary flap laying outward for extra protection.
Following the tail pulley leading into the impact cradle are track-mounted idlers, which also support the belt in between cradles. Idler replacement is easy, since the units slide out from the stringer for external maintenance. Preventing belt sag is key to creating a tight seal and controlling spillage. Well-placed idlers between cradles help retain a smooth belt path throughout the loading and settling zones.
Two slider cradles smoothly direct the cargo through the settling zone, helping center the material. A similar concept to impact cradles, these feature wider troughed bars that prevent the bumping and jostling associated with idlers. Placed sequentially with track-mounted idlers in between, they promote a tight seal with the skirting to prevent spillage.
Dust curtains at both ends of the chute control the turbulent airflow created by the loading process, minimizing the escape of fugitive material at either end of the chute. By controlling airflow, material settles faster on the belt and more product is retained.
Sustainable results
Nearly a year following installation, operators report improved efficiency and a drastic reduction in spillage. “Clinker is dusty stuff being dropped into open piles, so completely preventing dust from collecting anywhere in the clinker barn was virtually impossible,” said the source. “However, material piling on the walkway has been drastically reduced, and there’s less dust in the immediate area, so this project made working around the transfer point much safer.”
Belt damage such as holes and splice detachment have not been a problem since installation, reducing the cost of operation significantly since the belting is the most expensive and time-consuming component to replace. The enclosure has remained intact and sealed, continuing to control spillage. Removing most of the idlers from the entire transfer point reduced the chance of roller seizure and friction damage on the return side of the belt.
“We no longer need the crew with the vacuum truck, so that has definitely cut down on man hours and the significant expense for maintenance and cleaning,” the source concluded.




