Dynamic simulation of the cement process to reduce emissions and improve energy efficiency

EMREDPRO provides an easily adaptable and extendable flow sheet environment for the minerals industry and especially for cement manufacture to allow research and development on optimal operation and new technologies. The model-framework allows the flexible connection of various empirical, chemical and physical models to build and optimize complex production processes.
1 Introduction
The necessary decarbonization and rising energy costs pose immense challenges for energy-intensive companies in the minerals industry. In addition to the optimization of current process operations, the introduction of new efficient technologies to reduce specific thermal and electrical energy while at the same time reducing CO2 emissions is of particular interest. The introduction of new technologies like carbon capture technologies, in the existing process and especially under the harsh conditions of the cement industry is risky, time-consuming and costly. It is therefore necessary to evaluate the impact of process modifications under various conditions prior to their application. In order to dynamically test new approaches for process control, automation and new technologies in advance, a modular and dynamical simulation framework named EMREDPRO (EMission REDuction in the PROcess industry) was developed. The multi-purpose framework is the starting point for various use cases. Existing plant structures can be modeled, parameterized, and simulated. Process parameters can be adapted to test their influence on the efficiency and emissions. New control strategies from simple PID controllers to complex AI applications can be tested by interaction with the virtual process. And, given the availability of the respective models, even the impact of plant modifications, e.g. the installation of emission abatement technologies on the dynamic process can be evaluated prior to installation.
In the following the basic design of the modelling framework, the interfaces and the different types of models are introduced. Afterwards, first results from the cement specific models are shown.
2 Structure of the EMREDPRO Framework
The processes in the cement and lime industries, but also in many areas of the minerals industry, have many similarities: processing and transport of bulk materials, handling of gas flows for heating and cooling or comminution at different levels of fineness. The basic idea of the EMREDPRO framework is to provide these process steps together with the possibility for flexible connection in order to develop complex tailor-made process layouts.
2.1 Modular architecture
At the lowest level the framework provides a basic system description, the “base class”, to solve mass and energy balances as well as chemical reactions and heat exchange equations. Each model uses the functions of the base class, other inherited functions and its own device-specific implementations. On top of that cement specific models for the mechanical and pyro processes are implemented. All models provide typical characteristics of the devices, e.g. retention time, depending on the parameterization and process parameters. Due to the modular concept it is possible to exchange the models in order to change the purpose of simulation.
A gas-flow model overlaying the entire inter-connected models controls the gas flow induced by fans. This superordinate gas-flow model is driven by the process conditions inside of the individual process models. The models can be connected to a complex process layout within a flow-sheet environment.
2.2 Bus-System
The communication between different models is realised by the use of separate bus objects. The EMREDPRO framework provides different bus structures:
The Main-Bus transports material and gas information to the connected device.
The Display-Bus is used to get information out of the model during runtime.
The PLC-Bus is used to communicate with external applications or databases.
The Support-Bus is used for error handling and collects information to calculate KPIs.
A Main-Bus contains three identical structures:
Solid material is defined as a material bed, e.g. clinker bed in the kiln or material on the transport belt.
The dust phase refers to the solid material transported by the air flow.
The gas phase is always present, at least with environmental conditions.
The structure of the phases contains information on the chemical composition, temperature, true and bulk density as well as particle size distribution. Even if not all of the information is needed in the gas phase, it is still available to easily merge the phases, if necessary. This procedure ensures a safe and easy way to handle standard processes applying reusable functions, e.g., for dust precipitation. The overall structure of the bus-system can easily be extended.
2.3 Interface for data exchange
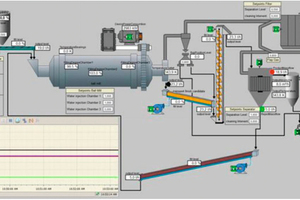
For interaction with other software applications like a SCADA system (Supervisory Control And Data Acquisition system) or a database EMREDPRO provides an interface to exchange operation and process parameters to a plant control system (PLC) using the information of the PLC-Bus. Therefore, a TCP/IP-Interface is used to transmit standardised basic information and module specific parameters which are chained to a telegram.
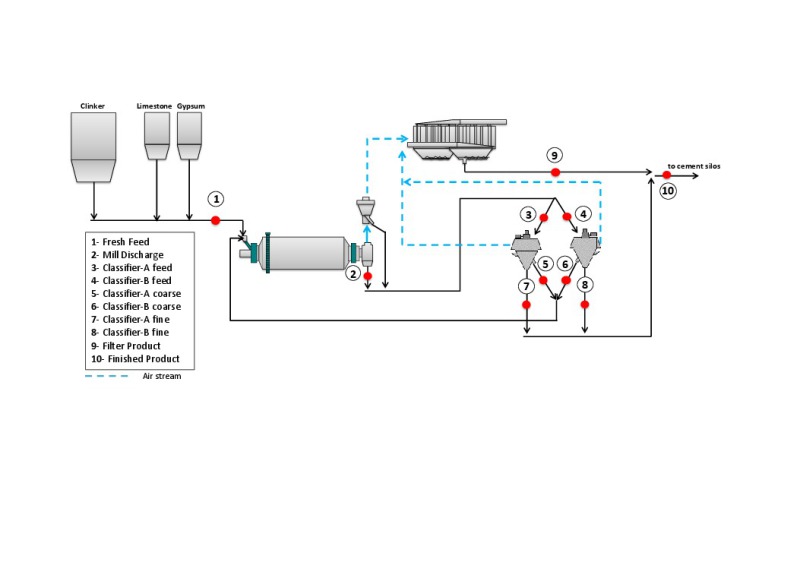
In order to test the implementation, a SCADA system was used to configure a simple plant layout (Figure 1) for visualisation and control of the process. The information on the process was provided by the EMREDPRO-simulation and fed to the PLC-level using the TCP/IP-socket. The data was visualised in the SCADA system and logged in the internal database. The SCADA system allows the user to communicate with the simulation and to set operation parameters. The PLC-level allows the implementation or adaptation of controllers and can ensure a realistic start-up behaviour of the system.
3 Models in EMREDPRO
3.1 Basic models
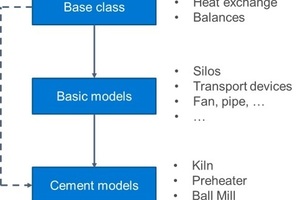
The EMREDPRO framework provides a base class which is inheritable to all models (Figure 2). The base class solves the mass and energy balances for bulk material and gas in the holdup of the models. The reactions are implemented either as dynamic functions with calculated kinetics according to Arrhenius [1] (e.g. combustion reactions and calcination) or as static reactions with immediate state change (with infinite fast kinetic) towards expected (thermodynamic or empirical) equilibrium (e.g. evaporation). The chemical reaction and the evaporation functions are solved simultaneously in each case. Furthermore heat transfer functions for heating and cooling of bulk material, dust, gas or walls are included. [2].
Basic models include transport devices, silos, material splitter, material merger, pipes and cyclones. In many simulation frameworks material transport is neglected or modelled by very simple retention time models. Bulk material transport, segregation, back-mixing and possible failures are crucial for the processes covered by the EMREDPRO framework. Therefore, detailed transport models were developed for belt, screw and trough chain conveyors as well as bucket elevators. Individual functions of the transport devices are implemented to make the transport behavior more realistic. The bucket elevator, for example, provides a material holdup for every bucket as well as for the base of the elevator. The buckets can be filled by the material flow itself but can also dig into the material holdup at the base. Motor models additionally allow the calculation of the electrical energy demand.
3.2 Gas-flow model
In the process industry the gas flow is crucial (for the processes) since it is used for material transport, cooling, heat recuperation and dispersing. It also provides oxygen for the combustion. The developed gas-flow model provides a dynamical and modular approach to calculate the operation point between the system characteristic of the plant and the fan characteristic in every timestep. The superior gas model takes process data (e.g. temperature, geometry and dust load) from all relevant models in order to calculate the pressure drop of each device. Therefore, the gas flow is considered incompressible (according to Bernoulli), because the Mach number of the air flow is lower than 0.3 [3]. The basic equation of Bernoulli is extended by system specific calculations reflecting the plant layout (e.g. nozzles and diffusors). Changes of process conditions due to the closing of flaps, for example have a dynamic influence on the pressure loss and therefore on the volume flow. The pressure drop of cyclones is calculated with regard to the geometry [4]. The calculation of the kiln hood pressure takes the false air from the open cross-section at the kiln hood into account [5]. By use of all pressure losses the overall system characteristic is built.
In large industrial facilities false air intake is a critical factor. Therefore, the amount of false air of downstream devices is summarised and communicated to each model. Moreover, reactions (e.g. calcination or evaporation) can release mass to the gas phase and thus influence the stability of the gas model. In order to avoid fluctuations of the gas model false air and the air released by reactions are taken into account in every re-calculation of the cutting-point. The gas model supports standard layouts like serial or parallel connected devices, but also more complicated systems like simultaneously running fans, gas recirculation (e.g. in classifiers) or connections which cannot be reduced to parallel or serial connections (like crossover connected two-string preheaters).
For the verification of the gas model different inter-connections of the devices were used. First, very simple layouts consisting of pipes and a fan were tested, followed by more sophisticated models like parallel working pipes and different fans, equivalent circuits for the gas recirculation (loop) of a ball mill separator and kiln systems with 2-string-preheaters, calciners and tertiary air ducts.
4 Cement specific models
Using the inheritance structure implemented in EMREDPRO the basic class and the basic models are derived to cement specific models. Table 1 shows the device specific functions implemented in the cement specific models.
4.1 Pyro process models
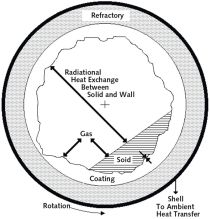
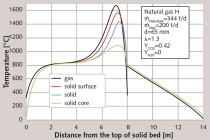
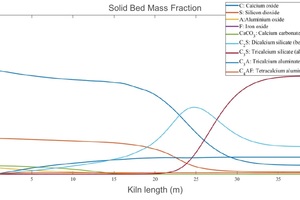
The pyro process models consist of standard equipment (preheater, calciner, kiln and cooler) which can be configured and inter-connected individually. As a major part of the cement plant, the rotary kiln is modelled with a high level of detail. The material transport function ensures a typical residence time of the meal depending on the slope of the kiln and its speed. The combustion and transport of fuels is implemented as a simple flame model by using the standard combustion reactions and delivery of fuel to the dust phase of the kiln. The formation of clinker phases is influenced by the kiln temperature and the residence time (Figure 3). The kiln hood pressure as an important figure for operation is implemented in the kiln model itself.
The models for the calciner and the preheater consist of inter-connected basic elements. A graphical user-interface helps to set-up the complex pipe-geometry of the calciner and the cyclone stages in the preheater. Moreover, material, fuel and gas inputs can be configured in accordance with the needs of the user and can be connected with the kiln inlet and the tertiary air duct. Due to adjustable residence times, burn-out and calcination in different calciner-layouts can be modelled. The geometry of the cyclones, the dust load and the air flow have an influence on the separation efficiency [7] in the preheater and the residence time of air and dust.
The clinker cooler model is derived from the conveyor model, which enables a configurable number of grates in order to transport the clinker through the cooler with individual speed and resulting bed height. By use of the fans and the speed of the grates the cooling efficiency can be controlled. The cooler fans also provide fresh air to the kiln system. The excess air is removed from the cooler by using an exhaust air fan.
4.2 Grinding process
In the cement production comminution plays an important role. Material is crushed, blended, ground and then dried in the raw mill. After the pyro process the clinker and other constituents are ground to the final product. During development and testing of comminution processes inside the model framework focus has been on a closed circuit ball mill for cement grinding. The ball mill is modeled as a segmented modular structure with a defined number of chambers. For each chamber the geometry, the ball charge, the specific weight of the balls and several details of the mill internals can be defined.
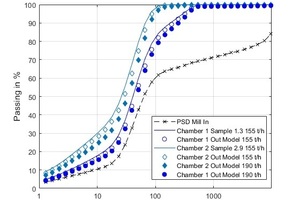
The comminution inside the mill is modelled by modified use of the comminution invariance acc. to Espig [6]. Figure 4 shows the particle size distribution (PSD) of the mill feed (PSD Mill In) compared to the PSD after the first and second chamber at two different mass flows. The increase of the mass flow from 155 t/h to 190 t/h demonstrates the dynamic behavior of the comminution model. The material transport is depending on the material-pressure and can be fitted with regard to material properties and properties of the mill internals (especially diaphragm and outlet wall).
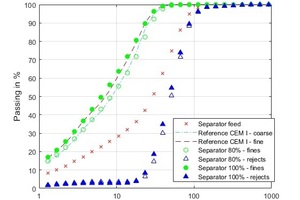
The 3rd generation separator model according to Whitten is implemented as separator [7]. In the Whitten-model the geometry of the separator, the air flow, the particle size distribution of the feed material and the speed of the cage influence the calculated tromp curve. Figure 5 shows the influence of the separator speed on the PSD’s of the separator fines and rejects. A separator speed of 80% results in a position parameter acc. to RRSB of 13 µm and is comparable to the associated PSD from the separator of the reference cement mill. With a maximum separator speed the position parameter of the fines decreased to 10 µm. Figure 5 shows only the direct influence of the adaption of the separator speed.
4.3 Results of the optimisation of the alternative fuel feed
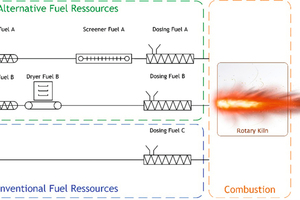
The optimized use of alternative fuels is a very interesting use-case because of its high influence on the entire kiln system. Alternative fuels in particular RDF are widely fluctuating in their parameters, therefore a homogenisation of the feed can help to stabilise the kiln process. Especially in scenarios, where a mixture of different alternative and conventional fuels is used within the calcination process, a model-based control optimisation based on the developed simulation environment can lead to more efficient solutions. In this context, different plant setups and fuel mixtures were evaluated and the efficient usage of RDF dryers before combustion was also investigated. Figure 6 shows an example of a typical system setup with different fuels, integrated dryers and screeners.
The overall control strategy to maximise the usage of alternative fuels with a simultaneous stabilisation of combustion parameters under varying fuel properties (such as humidity and calorific content) is based on a fuzzy controller structure.
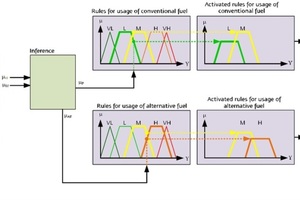
Figure 7 shows an idea of the implementation of the fuzzy control strategy for alternative and conventional fuels. Here, the error between a given set point temperature of the combustion process (e.g. material bed temperature) and the current process value is fuzzyified in order to activate a given set of membership functions in a defined rule set. Thus, an associated feeding rate for each individual fuel can be calculated during the final defuzzyification stage.
The exact parametrisation of such an approach is very challenging, due to the excessive amount of parameters. The implemented model-based approach allows a systematic optimisation of the controller architecture.
5 Conclusion
EMREDPRO provides a modular framework which is highly suitable to be used for the dynamical simulation of cement production and related processes in the minerals industry. EMREDPRO contains basic models for the handling of bulk material (e.g. silos and transport devices) and for gas flow (e.g. pipes and cyclones). It also offers models for more complex processes (e.g. comminution and classification). The gas-flow model with dynamic system characteristics is implemented on top of the entire model structure. Furthermore, a number of models for the specific use in the cement industry (e.g. calciner, kiln, and cooler) were implemented and tested. All models can be replaced or extended by other models. This is made possible by the structure of the modelling framework with its versatile bus-systems that connect modular blocks with each other and to supervisory control systems via a flow-sheet environment.
There is no one-fits-all-model for the different modelling cases in the cement industry. But EMREDPRO is the basis for a one-fits-all framework in which various models can be applied. However, the complexity of the bus-systems and the interfaces have limited the speed of execution. After optimization today depending on the models used the framework is up to 10 times faster than real time.
With the current level of detail various use-cases are already conceivable. But this is just a starting point. EMREDPRO will be the basis for the development of a digital twin, hybrid data-supported models or new control strategies using advanced AI- or Fuzzy-based controllers. In addition, it can also support the upcoming challenges of decarbonisation by understanding the dynamic behaviour of new plant layouts and new technologies.
Acknowledgement
The project was funded by the Federal Ministry of Education and Research (BMBF).