Truck receiving station and dosing for substitute fuels for the rotary kiln in the Solnhofen Portland cement plant






In preparation for the optimisation of the refuse-derived fuel feeding station, i.e. the feeding of various refuse-derived fuels to the rotary kiln, the existing pulverised coal feeders at the Portland cement plant in Solnhofen were converted to the latest state of the art between 2020 and 2021. The aim was to achieve a wide range of feed quantities with a very low deviation in the tolerances. The main objective was to achieve the lowest pulverised coal feed quantities with minimal deviations.
At the Portland cement plant in Solnhofen the dosing equipment, the steel construction, the platforms and the conveying lines were renewed, the silos were lined with stainless steel and the pneumatic conveying lines were created according to the latest findings. The assembly was planned in such a way that continuous kiln operation was guaranteed.
Portland-Zementwerke GmbH & Co. KG (SPZ) worked successfully with Intercem on this project, with Intercem handling the engineering, planning and also the installation of the two new pulverised coal feeders.
After this project was successfully completed, SPZ decided to build three new truck receiving stations for various refuse-derived fuels (RDF) on the plant premises.
Optimisation of the fuels supply
The aim of this optimisation was to increase the substitution of substitute fuels for the fuel supply of the rotary kiln, the flexible feeding of the individual qualities and the homogenisation by weighing of each individual fuel of the total output of the fuel calorific values.
The coal feeders had to ensure a very wide feed quantity range while maintaining the lowest tolerances of the measuring accuracy in relation to the respective feed quantities. Furthermore, it had to be ensured that very small coal dust feed quantities could be fed with very low measurement deviations.
The main burner of the rotary kiln had to be optimised in such a way that the operating function with the most varied qualities and volumes of substitute fuels in conjunction with the two types of pulverised coal could be provided with the highest availability and flexibility of adjustment possibilities.
Two substitute fuels were dosed separately before the conversion and fed via the main and satellite burners.
Arrangements should be made to allow simultaneous gravimetric dosing of five substitute fuel qualities.
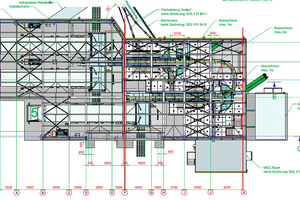
In the limited space between the existing buildings, two dosing systems with a truck receiving station should be installed if possible.
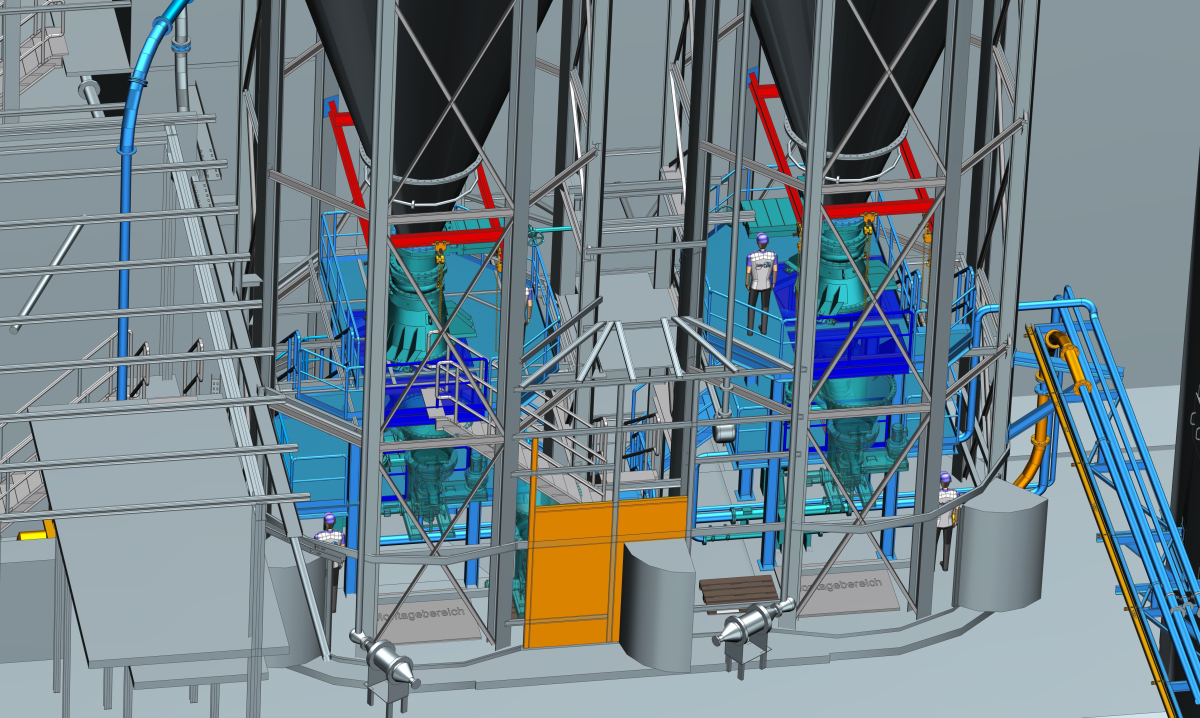
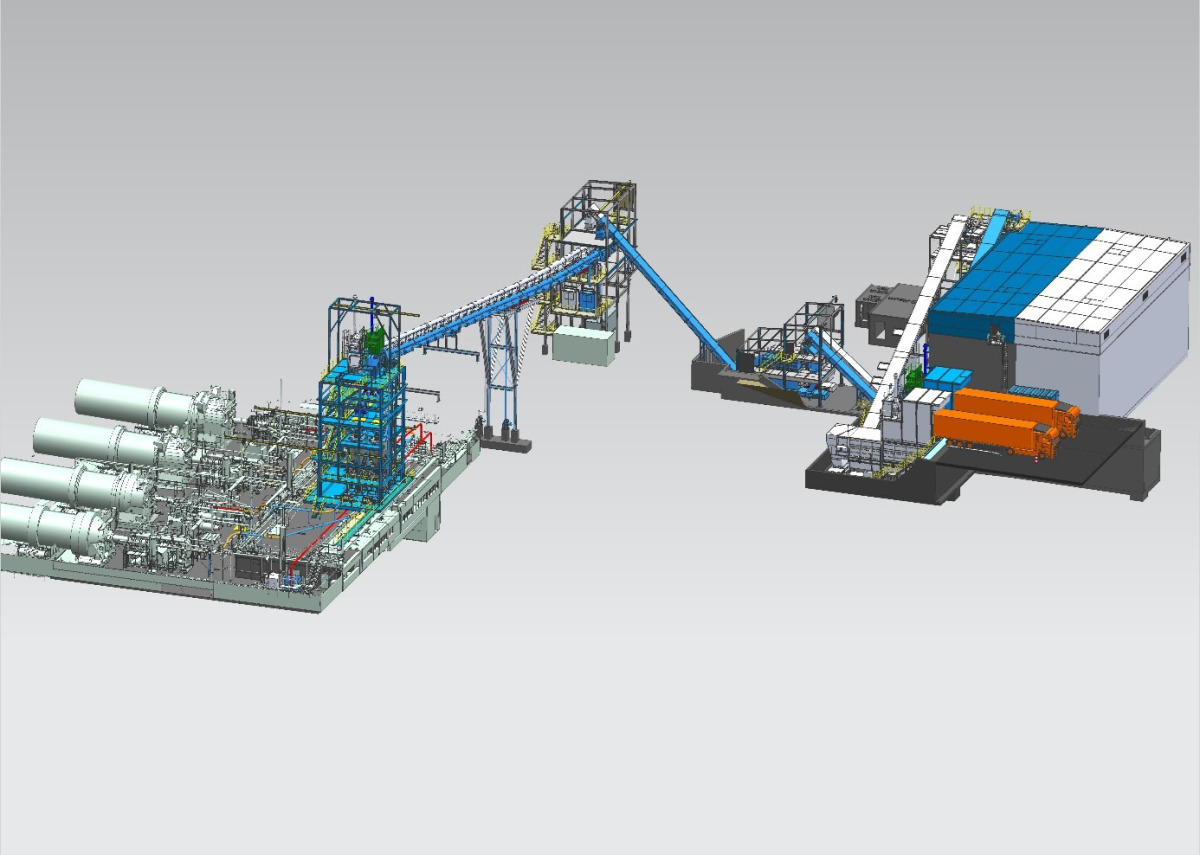
The receiving stations each have a so-called coupling and unloading station (in the case of fluff, a double coupling and unloading station if necessary) as well as a trough chain conveyor, an intermediate container (vol. approx. 50 m³) incl. dosing screw and a sluice for pneumatic conveying up to the kiln burner.
The system parts and the parking area of the truck trailer were to be enclosed by means of a weather protection roof. In addition, the trough chain conveyor was to have a walkway on both sides and a crane runway above it. The entire project had to be carried out in compliance with fire protection guidelines.
Intercem was commissioned with the entire engineering, project management and delivery of the steel construction as well as the mechanical assembly including the plant components.
The dosing technology and the intermediate storage tanks were supplied by Schenck and monitored and commissioned by their foremen during installation.
Otterpohl supplied the truck unloading stations and trough chain conveyors with the corresponding electrically adjustable approach position transmitters.
Engineering, project management and assembly
This means that Intercem was responsible for handling the project from receipt of order to completion of commissioning.
First of all, a precise schedule was drawn up for all the individual activities. Furthermore, flow diagrams were created.
The coordination of orders and deliveries as well as the assembly of steel construction, components and building technology also fell within Intercem’s scope of supply and services.
SPZ was responsible for ordering the conveyor aggregate and weighing technology as well as construction measures. This includes the following components:
Multiflex container (2x), filter (2x on the container, 2x on the Multiflex), load cells (4x per container), Multiflex scale (2x), Multicell blow-through airlock(2x), hydraulic unit for unloading walking floor trucks (3x)
Otterpohl trough chain conveyor (2x), docking station (3x) with ConTec screw conveyors (12x), start-up wedge (3x)
ConTec pipe screw conveyor and tamping screw
Aerzen blower (2x)
Civil construction with fire protection
The electrical and automation systems were also part of SPZ’s scope of supply and services.
The timeline of the project was as follows:
Preliminary planning from February to April 2021
Award in April 2021
Main engineering from June to December 2021
Construction work including fire protection wall from the beginning of August to the end of the year
Winter break week 52/2021 – end of February 2022
Start of assembly March 2022
Connection work to the existing plant during the 4-week kiln shutdown June 2022
Commissioning with material 18.07.2022
Project procedure
After the scheduling and the corresponding flow diagrams had been created, Intercem and SPZ placed the orders for the components.
After completion of the construction work, the project started with the assembly of the steel construction axis K-F. The Multiflex bunker was pre-assembled and filters and screws were prepared. Then two Multiflex bunkers were inserted into the steel structure.
After the steel construction in the blower room was assembled, the steel construction in the MCC room could be installed. After inserting the slab profiles axis K-F, the crane runway girders were mounted.
The next step was the assembly of the steel structure axis F-A. This was followed by the cladding of the roof and the facade.
Afterwards, the TKF/docking stations as well as the crash barriers and three indoor cranes were installed and approved by the TÜV.
This was followed by the assembly of the blowers and the connection of the pipe bridge to the main building. The rotary valves and the piping were assembled and the screws between the two rotary valves were adjusted.
After that, the cable routes and electrical installation by SPZ followed.
The cold commissioning and the subsequent warm commissioning were successful.
Results
Thanks to the possibility of feeding very small quantities of two types of pulverised coal and the optimal dosing of a wide variety of substitute fuels, it was possible to increase the substitution from 60-65% to 90-95%.
In addition, there is a very high degree of flexibility in terms of plant technology in order to abandon alternative substitute fuels or already planned RDF with deviating qualities if necessary.
Due to the solid design of the entire plant technology, a very high availability, ease of maintenance and operational safety have been achieved.
www.intercem.de | www.spz-solnhofen.de