Lafarge plant Wössingen: optimally equipped for new products and alternative fuels thanks to the modernized kiln line




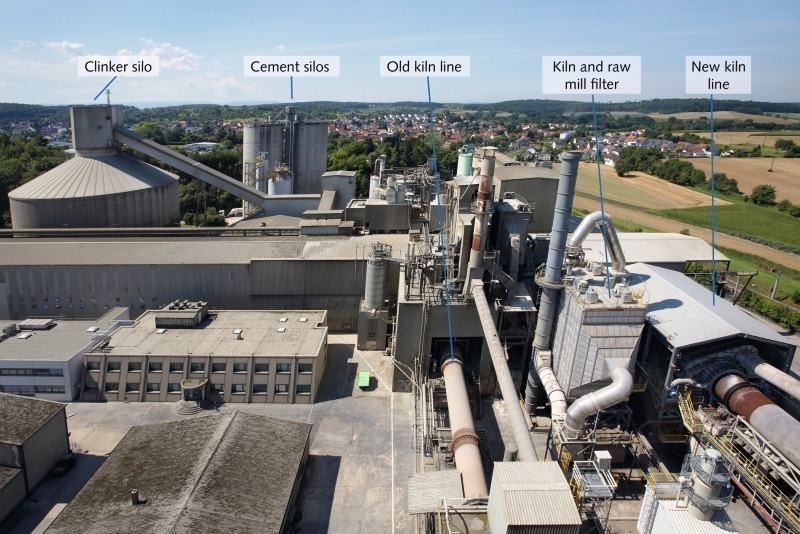



The main burner of the modernized kiln line at Wössingen (Fig. 1) was ignited for the first time on 20.03.2009. The new plant produced its first cement clinker only two days after the kiln start-up. ZKG INTERNATIONAL has reported on the design concept and progress several times during the course of the project. Before the conversion there had been two Lepol kilns, i.e. grate preheater kilns, at Wössingen with their inherent limitations. Limited usage rates for alternative fuels and little scope for improving quality had led to the decision to proceed with a partial conversion. This was reason enough to talk to Lutz Weber, plant manager of Lafarge Zement Wössingen GmbH, on site about operational results after a year in production and to summarize the project.
Lutz Weber: The aim was to convert the two-kiln system to a one-kiln system. It was primarily a matter of reducing the environmentally relevant emissions, increasing the proportion of alternative fuels and safeguarding the production. This was to be achieved with a dry-process plant with 5-stage cyclone preheater with calciner and combustion chamber (Fig. 2). It was laid down from the start that a long-term approach should be implemented that could theoretically be operated with 100% alternative fuels. A new cooler would permit high recuperation rates and so also contribute to our aim of achieving lower energy costs and emissions. And we were successful with this approach. We now require about 25% less energy to operate the plant and we have about 20% lower CO2 emissions. The hot exhaust air from the cooler and the waste heat from the rotary kiln are used for heating the raw meal and for various drying processes during raw meal production and cement grinding. The filter plants were also redesigned to the state of the art. As far as possible we were able to re-use the existing filter housings. We are also using a bypass system at a rate of up to 10%. We are currently using solid shredded waste (Fig. 3), shredded tyres (Fig. 4) and animal meal as alternative fuels. The plant was designed from the start to be as flexible as possible in the future, especially with respect to the fuel mix. At present we have permits for 60% alternative fuels.
Lutz Weber: On the whole the project has gone very well. It was originally conceived as a turn-key project, however, in the end we managed the modernization work ourselves, but with strong partners (see box). We had contracts with more than 60 suppliers. Lafarge has access to profound technical expertise, with the result that we were able to assemble a first-class motivated project team of experts not only from our own plant but also from other plants and technical centres. Lafarge was also able to take A TEC on board as a competent, flexible and reliable external partner.
Safety at work was our top priority. At times there were 250 employees from contractors working on the site. Accidents could only be avoided by implementing a rigorous safety management scheme. And our approach worked. Training sessions, daily meetings, a variety of interfaces between plant and contractors as well as rapid, anticipatory actions and a consistent reaction chain enabled us to avoid accidents during the construction phase. The experience and knowledge gained from the major project has been successfully integrated into our industrial safety schemes and our daily routine. On the technical side the training in dealing with hot meal was particularly important for the employees in the plant.
One particular challenge was keeping both kilns running during the construction phase (Fig. 5). We were able to complete the conversion project in only 17 months. One kiln was then shut down but the other continued to run beyond the start phase for the new line. The advantage was that we had secured the production and deliveries for the customers but it did require a high degree of organization. This naturally tied up resources. I would have wished that the employees involved in the operation of the old plant could have had greater freedom to look around and be present as the new plant came into being. During the construction one gets insights into the process components that are bound to pay off in the subsequent operation. On purely psychological grounds I would question the value of parallel operation during the transition phase. For the team it would certainly have been better to make a clean break and then go with the new kiln line from the start.
Lutz Weber: The team had to get used to a completely new technology. We placed great emphasis on the training of our employees and there was to be no compromise in this. Together with our Technical Centre we developed a training plan and we gave our employees theoretical training as well as practical training in other Lafarge works. In total we prepared our team very well for the new production technology, with over 25000 training hours (Fig. 6). I would like to take this opportunity to give some proper praise to our employees. They all gave their best during the entire project and were totally committed.
Another challenge at Wössingen was carrying out the conversion in a comparatively confined space. The entire construction site was smaller than half a football field. Added to this was the fact that production and loading had to be maintained during the construction period. This meant that not only was perfect management required for the hardstanding and assembly areas for new plant components, but we also had to coordinate the daily inward and outward transport of fuel, raw materials and cement. There were regular discussions about the current situation.
One of the key tasks was also the internal coordination with our sales department. Ultimately it was a matter of keeping up the supplies to our existing customers and converting them to the new products. Our sales department approached our customers proactively at an early stage and presented the advantages of the new products. This, together with the products from the old line, created a smooth flowing transition.
Lutz Weber: We had a fantastic start – one of the best in the Lafarge Group. This was not least due to the solid preliminary planning and the combined expertise that we could fall back on in the planning group. From the first day onwards we saw that in every respect the plant delivers what it is supposed to and could very quickly be run up to its nominal capacity. The team was also able to deal very effectively with the challenges that were bound to occur after a few months. It ultimately emerged that the kiln operates very well and efficiently within its operating window but that this window must be known very accurately. The old Lepol kiln had been very tolerant and permitted a relatively long reaction time. The reaction time is very much shorter with the new kiln, which places greater demands on the kiln operator. For example, it is necessary to first quantify the way in which changes in the raw material affect the kiln line and therefore also the end product. It is therefore a matter of determining what the optimum silica modulus is, how the ideal melt phase can be obtained, and how the alkalis behave. At the start it was also necessary to find out where build-up occurs, i.e. which air cannons have to be installed, and where.
The communication between new and old control system components also came up with a few surprises. Among other things the new system was too fast for the old one, i.e. certain operating conditions were passed on very quickly by the new system although they only involved very brief events. This resulted in an immediate reaction in the older control system components. It was not easy to discover where the fault lay. The solution was to build in a time buffer of a few seconds for certain processes.
In the first year in operation we had a few kiln stops. This had the positive side effect that the plant operators became real experts in starting the kiln up again quickly. Because of the experience in the start-up phase we eventually shifted various compressed air cannons and optimized some mechanical components, such as the inlet to a cyclone. A TEC always proved to be good project partners, they geared themselves up quickly and competently to meet new or changed demands. Unfortunately a surprising discharge of dust occurred last year during the optimization phase. The structure of the plant was therefore altered and sensors were added so that we will be able to prevent such incidents in the future.
Lutz Weber: It was soon clear that we could produce better clinker with the new plant, i.e. we produce a very homogeneous and highly reactive clinker. The associated early and final strengths allow us, for example, to produce cements that satisfy the demands of the concrete precast plants extremely well. We produce Portland, Portland-slag and Portland-limestone cements. From 2011 we will also include Portland-composite cements in our product portfolio. However, the product range on offer does not depend just on the material capabilities. In addition to the optimization of the new plant it was also necessary to come to grips with the economic situation. In the second half of 2009 there was a drastic drop in the amount of granulated blastfurnace slag available, so we had to work on alternatives. For some customers the alternative was limestone cements. So, due not least to the crisis, we have used a good product more widely than before.
We were also able to develop new products with the clinker from the new plant. For example, we have introduced a binder, called DUR 35, for soil stabilization. We have also developed a (B-M) fly ash cement that we will market in 2011. Other development projects are currently in progress. These would have been impossible without the plant and the high-grade clinker that it produces.
Lutz Weber: In the wider vicinity there are going to be some very promising projects in the future for which we can supply building materials. Even during the financial crisis the sales here at Wössingen were predominantly good. In this respect I can see a secure sales situation for our products in the future. Our aim is to extend the cements with good CO2 balances, i.e. the CEM II and CEM III cements, still further. In the last five years we have reduced the proportion of CEM I cement in the product portfolio at Lafarge Zement by 50%, a trend that will continue in the next few years.
The topic of CO2 will also keep us busy with alternative fuels. In the third allocation phase of emissions trading (NAP III 2013 to 2020) the certificates will be awarded on the principle of “best available technology”. This means that the best available technology will be taken as the benchmark. Anyone who emits more CO2 must either buy extra certificates or modernize their production technology. Our works at Wössingen ranks as one of the most modern and energy efficient plants in all Europe and we have the best possible technology here. This means that Wössingen is very well placed for the future in this respect.