Resilient, rugged, low-maintenance




Cement production
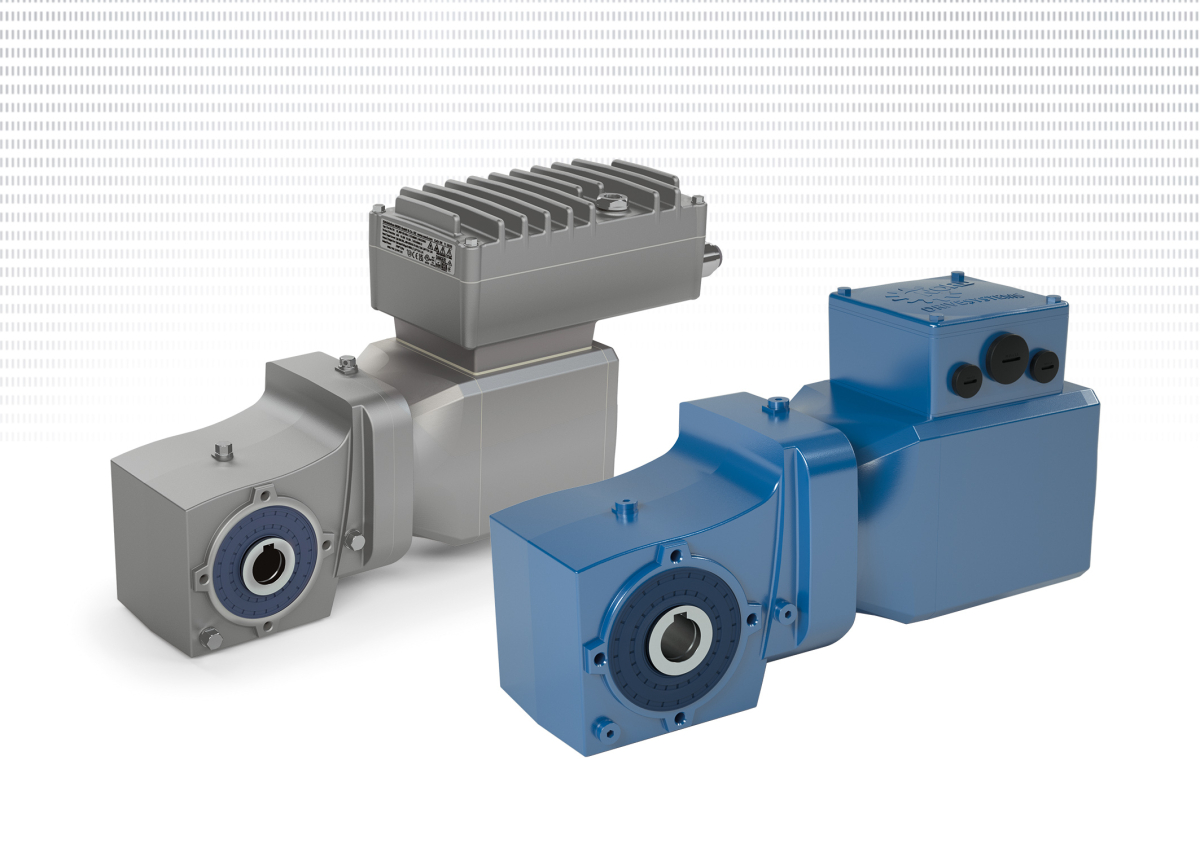
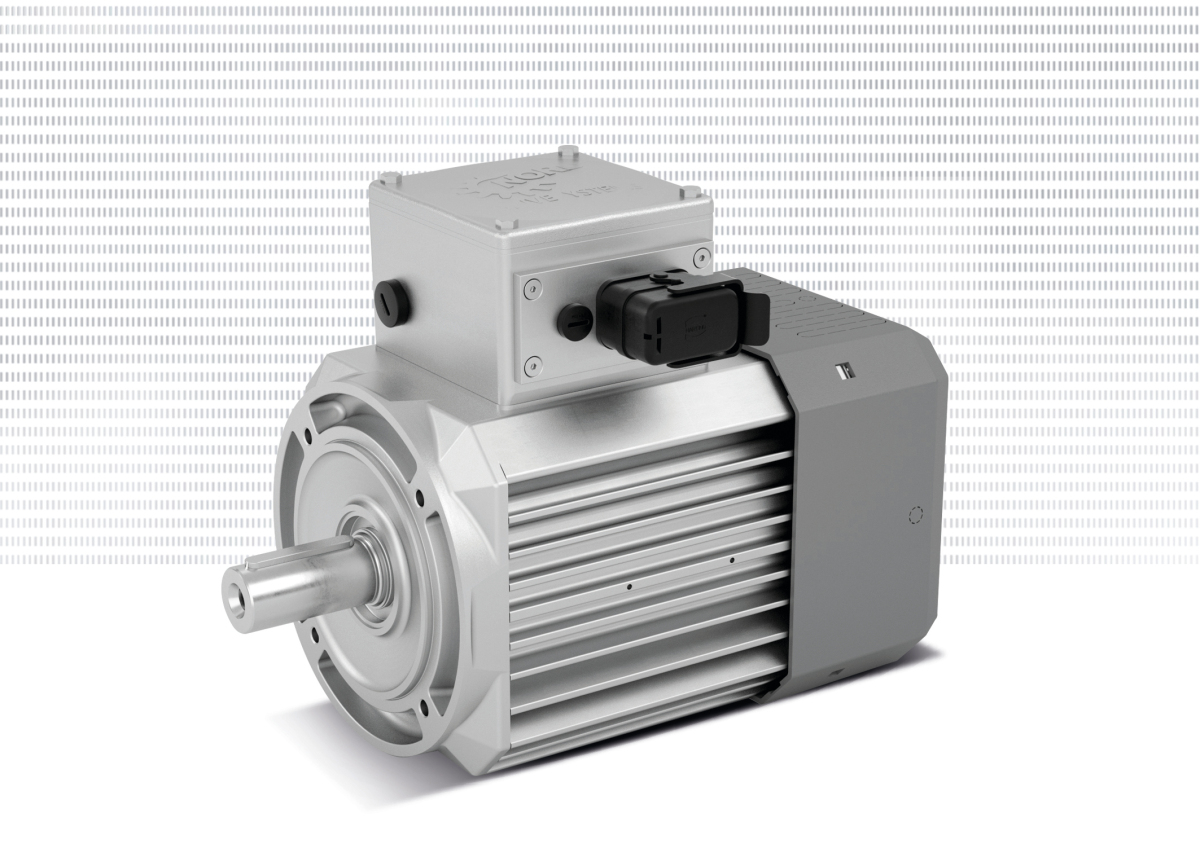
Nord’s unicase housing design is a major plus factor for operation in rugged conditions. All the bearing seats and sealing surfaces are manufactured in a single clamping in ultramodern CNC centres. The benefits are: extremely high operational reliability, excellent sealing, safe operation at even the highest torques, high axial and radial loading capability, low-noise running, low maintenance requirement and a particularly long service life.
Extraction of raw materials
Various different systems, each presenting their own challenges, are used for transporting the material. The belt conveyors used for transporting the large rocks have to overcome gradients of up to 25 degrees. The ground stone with a size range up to 250 μm is conveyed by bucket elevators comprising a double chain strand or a centre chain strand, a link chain or a belt carrying V-shaped buckets made of steel or plastic that are continuously loaded with material.
In the case of screw conveyors (Fig. 3), the screw installed in a trough transports the materials over a distance of several metres. The force of gravity and the friction between the material and the trough walls ensure that the material does not rotate with the screw but is continuously conveyed along the trough. If the filling ratio of the trough is high and the friction at the wall is insufficient, the material merely rotates transversely to the axis of the screw and is not transported. In vertical screw conveyors the friction at the wall therefore has to be produced by centrifugal force, necessitating rotational speeds of 250 to 400 rpm. The screw conveyor can transport material horizontally, at an inclination or vertically.
All these conveying systems are operated by Nord drive systems. Nenad Mackic, Plant Manager of the Sumber quarry says: “We greatly appreciate Nord drive systems for their great reliability and economy of operation. The company’s service and fast delivery capability are also top-notch. It is not without reason that these products have been installed in our quarry for more than ten years and have never caused us any problems.”
Range of drives for heavy-duty
conveying applications
In Koromacno (Fig. 4), drive units from Nord also meet all expectations. Robert Tencic, Purchasing Manager, and Teodor Gobo, Maintenance Manager of Holcim Croatia, place great value on the fast and reliable delivery and the quality, good service and good cost/performance ratio of Nord products. Due to the modular construction of the units and the very well harmonized individual components, it is possible to build an especially large number of variants and achieve a large degree of flexibility, as well as short planning and assembly times, so that quick delivery is assured. Gear units with optimum performance, combined with energy-efficient motors and central or decentral converters result in flexible system solutions with very high efficiency and cost effectiveness.
The recently signed three-year contract provides for the replacement of all older geared motors – regardless of make – with drive units from Nord in all Holcim plants in Romania, Bulgaria, Hungary, the Czech Republic, Slovakia and the former Yugoslavian countries. This will enable Holcim to benefit from the international setup of the Nord Drivesystems Group, whose sales and service network covers more than 60 countries.
www.nord.com