ABB to install electrification and automation systems
at new cement plant in India
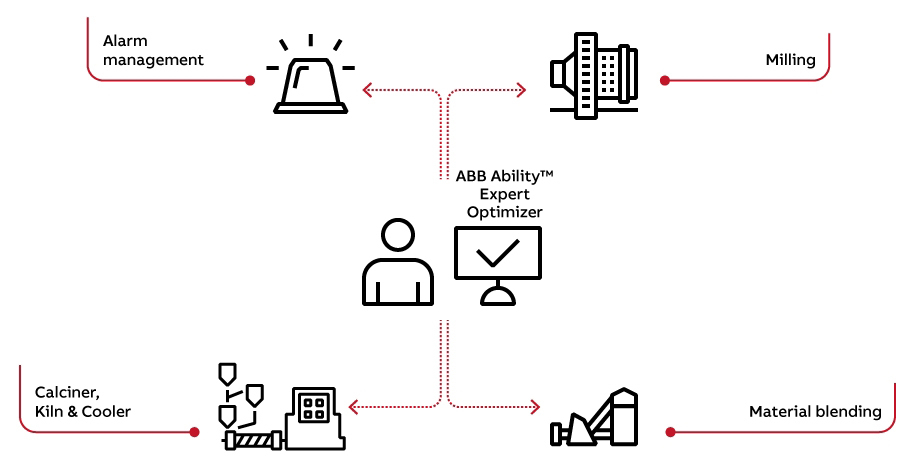
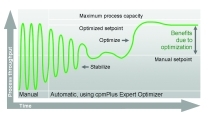
ABB will supply RCCPL with ABB Ability™ Expert Optimizer, an advanced process control solution for controlling, stabilizing, and optimizing industrial processes and which will allow the cement producer to increase production, minimize carbon footprint and reduce fuel consumption to meet energy usage goals.
Birla Corporation currently produces cement at seven locations in India with a combined capacity of nearly 15.5 million t/a. The 3.90 million t/a greenfield plant at Mukutban, Yavatmal in the Indian state of Marharashtra is about 400 km north of Mumbai and incorporates a 40 MW captive power plant and a 10.60 MW heat recovery system.
ABB will also provide the new cement plant with electrification infrastructure items such as MV Switchgear with MV relays on IEC 61850 communication and LV Switchgear with ABB UMC100.3 intelligent motor controllers which combine intelligent motor protection and control functions and fieldbus communication, and fault diagnosis in a single device.
The ABB digital solutions and electrification products will be integrated with ABB Ability System 800xA, which is ranked by the ARC advisory group as the #1 DCS (distributed control system) platform in the market globally for the 20th consecutive year. ABB Ability System 800xA is also an electrical control system, a safety system and a collaboration enabler with the capacity to improve engineering efficiency, operator performance and asset utilization.
ABB Ability Expert Optimizer uses linear and non-linear model predictive control and neural networks to manage critical plant components, including kiln, alternative fuels, mills, and blending. It can find the best operating conditions to maximize output and can immediately detect deviations among various processes in cement production. This capability is backed by the remote ABB Ability Collaborative Operations Center support, from where experts continually monitor the system for any abnormality and can help retune the system remotely for new process conditions.