Air cannon innovations in preheater towers







Preheater tower downtime is costly in cement processing, both from a production and energy standpoint. Old air cannon solutions raise labor costs and put workers at potential risk in a daunting job that degrades morale. Recent innovations in the engineering, installation, assembly and design of air cannons have been particularly effective in maintaining safe, efficient flow in preheater towers.
Introduction
An essential part of the cement production process is the consistent flow of bulk materials, as poor material flow can put a stranglehold on a plant’s profitability. Accumulations in storage systems and process vessels can choke material movement, causing bottlenecks that create expensive obstacles to equipment performance and process efficiency. Poor material flow also raises maintenance expenses, diverting manpower from core activities. If they become severe enough, flow problems can bring production to a complete stop.
Air cannons have a long history of resolving material flow issues associated with bulk handling. Also known as air blasters, they are employed in a number of applications in cement production, from unclogging hoppers to moving super-heated material through the cooling process. Recent innovations in the engineering, installation, assembly and design of air cannons have been particularly effective in maintaining safe, efficient flow in preheater towers.
“As raw materials travel through the conveying, crushing, calcining, mixing and packaging processes, air cannons are instrumental in maintaining process flow,” explained Sid Dev, Martin Engineering Product Manager for Air Cannons. “They function by releasing a powerful shot of pressurized air from a tank through a pipe assembly to a specialized nozzle, removing collected material from surfaces and directing it back into the process stream.”
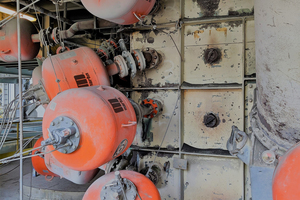
In the preheater, air cannons dislodge buildup from the walls of riser ducts, feed pipes and other locations to avoid clogging and promote the free flow of material. Before their widespread adoption, when operators detected a flow bottleneck, production would be halted and the process shut down for manual cleaning, typically by workers in high heat PPE using air lances, widely considered one of the least desirable jobs in cement production.
Early technologies
Early air cannon designs exposed several issues, including compressed air consumption, safety and the downtime associated with installation and maintenance. Until recently, cannons relied on air tanks that often weighed hundreds of pounds, with inward-facing valves firing straight across the vessel. To perform maintenance on the valve, the whole tank required removal, involving significant labor and time, and posing potential safety issues due to the weight of the units.
Some equipment created a significant drain on other systems sharing the compressed air system, raising the cost of operation. Older models featured negative firing valves that had the potential to misfire due to drops in pressure, throwing off the firing sequence and further burdening the compressed air system.
In preheater applications, nozzles are still commonly welded to the vessel wall, protruding through the refractory. The abrasive high-heat environment wears them down quickly, with replacement needed in as little as 3-6 months in some applications. Each time, a complete cooldown is required, along with confined space entry for the removal and replacement, a process that can contribute to microfractures in the refractory. Further, common pipe nozzle designs can allow material buildup inside the pipe, potentially reducing the cannon’s effectiveness and contributing to the need for replacement.
Modern air cannon design
“The last decade has seen a revolution of sorts in air cannon technology,” said Dev. “Engineers have gone back to the drawing board and completely reinvented the equipment from the moment air enters the tank to its contact with material. It has become more efficient, cost-effective and safer to service.”
Today, design and engineering advancements are producing air cannons that are more compact and lighter, with greater efficiency and power. Suppliers are innovating the way they’re built, installed, serviced and powered in order to maximize production and reduce both downtime and the overall cost of operation, while contributing to improved safety.
To extend service life, high heat retractable nozzles are now available for especially abrasive locations, extending into the vessel to fire, then retracting back into the protective pipe. Both the rugged construction and reduced exposure to punishing environments extend nozzle life. They are also designed to be easily removed from a flange by a single worker and serviced as individual units outside of a Y-pipe assembly, without shutting down production. The new Y-pipe is intended to be a long-lasting, permanent addition to the preheater, allowing all the components (tank, valve, nozzle, etc.) to be mounted and maintained externally without disruption of the vessel wall or costly downtime. When space considerations are an issue, a special tee is also available as an alternative to the Y-pipe, so technicians can stagger the positioning of the cannons to accommodate tight spaces. Together, these new component options create a modular system that delivers unprecedented ease of access and serviceability.
The new tank designs generally range from 35 to 150 l capacity, and deliver more force output with less air consumption at half the size of previous designs. Units fire a shot of air at up to 8.27 bar from the pressurized tank, with an effective area of up to 2.10 m2. At the heart of the system is the valve assembly, which requires regular inspection and occasional service/replacement. To avoid the need for tank removal and confined space entry, engineers have designed new cannons with outward-facing valves. This provides easy access by a single worker from outside the vessel.
To prevent the risk of unintentional firing due to sudden drops in pressure, the new positive-firing valves require an air pulse signal from the solenoid to trigger discharge. Safely located up to 200 feet away from the highest heat areas, solenoids can be connected to a plant’s central control room, allowing operators to maximize results by monitoring and adjusting firing sequences from a remote location. The cannons can also be fired manually.
Installation innovations
“Bringing material up to temperatures as high as 1315 °C takes a tremendous amount of energy,” said Dev. “The cost of downtime for cooling the preheater tower, performing the work and reheating the kiln is astronomical. The ability to avoid shutdowns and yet safely service these systems has been a fundamental priority in new equipment designs.”
Martin Engineering was the original inventor of low-pressure blasting with plant air for improved bulk material handling, and the firm has recently commercialized a patented new technology for installing air cannons without a process shutdown. The system allows specially-trained technicians to mount the units on furnaces, preheaters, clinker coolers and in other high-temperature locations while production continues uninterrupted.
Specialized core drill bits are engineered to create the exact diameter hole at the precise angle needed. Once a core is safely installed in the vessel wall, an isolation gate is inserted to protect from heat and blowback. Trained technicians then attach the Y-pipe assembly with no downtime or process disruption. The technology dramatically reduces expensive downtime associated with traditional installation methods, which require that high-heat processes be halted to allow core drilling and mounting of the cannons.
Case study: Chittor Cement, India
The Chittor Cement Plant in Northwest India had considerable residue buildup in the kiln inlet and riser ducts of its preheater tower, and the manual cleaning schedule struggled to keep up. If left untreated, the accumulation would clog the duct and bring production to a halt in order to remedy the problem. To address the issue, plant managers initially installed ten massive air cannons, 150-l and 300-l models weighing hundreds of pounds apiece, which could only be moved with a crane. Each was connected to straight pipe assemblies with fan jet nozzles set into the refractory.
Operators discovered that the large tanks overtaxed the plant’s compressed air system, without completely resolving the problem. As a result, they were forced to continue manual cleaning, losing valuable production time as workers in protective gear braved the unpleasant conditions. In addition, because of the abrasive high-heat environment, the fan jet nozzles failed quickly. Replacing the nozzles required certified workers to enter the confined space, resulting in excessive downtime, and the frequent replacement disrupted and degraded the refractory lining. Managers sought a safer, more sustainable solution that effectively removed the build-up.
Martin Engineering India was invited to examine the issue and offer a solution. Technicians removed the large, unwieldy tanks and installed eight 70 l Martin® Typhoon Air Cannons, six fixed nozzles and two retractable nozzles. Using innovative core-drilling technology, the preheater tower remained operational as the holes were drilled and the Y-pipe assembly was welded to the duct wall.
“The Typhoon features a hybrid valve concept that provides more force with less air using only one line to fill the tank and trigger the valve. Mounted on a permanent Y-pipe assembly, the tank has an outer facing valve, allowing easy access for maintenance,” observed Flow Aids Business Leader Jayesh Patil. A flange secures the nozzle inside the assembly, making replacement and maintenance a one-person job with no system downtime. The retractable nozzles feature a 360° head that withdraws after firing, protecting it from abrasion and extreme temperatures.
After six months of operation, workers and managers report being very happy with the performance. “The higher-efficiency tanks have reduced the burden on the compressed air system by about 50%, allowing the plant to easily supply all of the new cannons,” Patil said. “The equipment life of the nozzles has also increased, while nozzle maintenance and replacement requires fewer man-hours, with no process downtime.” The plant subsequently placed an order for 21 more sets of cannons and nozzles for other locations in the process, as well as five extra nozzles to retrofit existing cannons.
“The safety and ease of maintenance have improved plant performance,” said an operator involved in the project. “The lower labor cost and increased uptime offer an excellent return on investment.”
Conclusion
Preheater tower downtime is costly in cement processing, both from a production and energy standpoint. Old air cannon solutions raise labor costs and put workers at potential risk in a daunting job that degrades morale. Operators are now able to implement a long-term strategy using modern air cannon technology that improves safety, mitigates downtime, increases efficiency and reduces the overall cost of operation.