Digitalization and the green edge of lime technologies






The rapid pace of industrialization in recent years and the recent pandemic in 2020 and 2021 are leading companies to rethink their strategies with long-term sustainability measures, exploring new technologies. In this context, the use of innovative industrial technologies in all industrial sectors is increasingly more essential where environmental protection is an intrinsic part of community planning. The lime industry is currently undergoing important changes in sustainability: significant investments are being made in modern kiln technology and fully automated hydration plants which are increasing quality, reducing costs, and lessening the impact on the environment. Lime industries can focus on the efficient use of resources that drive the entire market towards sustainability: a virtuous circle can be triggered in which the scraps of one become the raw material for the other, thereby generating enormous savings on costs and energy bills reducing the environmental footprint. Furthermore, the use of lime, in particular hydrated lime, can actively participate in sustainability as a reducing agent in flue gas treatment bringing lime producers to evaluate specific physical parameters.
Introduction
Cimprogetti was founded in 1967 by Pierluigi Rizzi, the current President, and has always focused on scientific research and innovation, from the initial analysis of raw materials and fuel to the use of innovative materials and sophisticated process simulation software. In Cimprogetti’s vision, the traditional uses of quicklime in the steelmaking process go hand in hand with the technological development of the uses of quicklime and hydrated lime in various industrial sectors.
The company believes that challenges are the drivers to find solutions for the community with the aim of allowing the industrial sector to decrease its operating costs and to be competitive and resilient in order to maintain a long-term business. As a full-service solution provider covering from raw material evaluation up to the kiln and hydrate selection, Cimprogetti can identify areas where the solutions can guide the customers towards potential productivity without risk to life and the workplace.
Raw material technological evaluation
Cimprogetti steers its competence by implementing innovation and discovering new paths starting with the evaluation of raw materials and fuel as a tangible commitment to using the best practices in any quicklime and calcium hydroxide application.
Customers from all over the world always send carbonate rock samples to evaluate their suitability for the calcination process in Twin Shaft Regenerative (TSR) kilns and in the Cim-Hydrax-4G hydrator.
After more than 50 years of experience combining cross-functional skills, Cimprogetti has invented an in-house procedure for the characterization of raw materials that includes chemical and physical-mechanical analyses, coupled with the burning capacity and technological tests that are acknowledged by the customers. Recently, mineralogical petrographic examinations deriving from a geological survey have also been performed to evaluate the impact of the compositional and microstructural fabric of carbonate rocks on the quality and uses of industrial quicklime (Figure 1).
Especially, digital microscopy image analysis has been performed to determine the micrite to sparite (M/S) ratio, and the average crystal-size distribution (Figure 2). Compositional and microstructural parameters of carbonate raw materials can be successfully related to the physical-mechanical properties and quicklime reactivity. As far as the latter parameter is concerned, it was determined by means of the slaking test method on lime samples burnt in a muffle furnace at different temperatures in order to predict the reactivity of an industrial lime produced in a TSR kiln using different fuels. As far as technological tests are concerned, both the expansion of carbonate stones at 700°C and the high temperature test at 1300°C, namely the overburning test, have been performed. The former makes it possible to predict the potential clogging tendency of the kiln in the preheating zone, while the latter leads to predicting the viscosity of the lime that occurs during the maximum temperature in the kiln, due to lime agglomeration (Figure 3).
Kiln selection with fuel evaluation
Fuel selection in the lime industry, especially for regenerative kilns, must be strongly evaluated in combination with the raw material since the properties of the final product are very sensitive to calcination temperatures. However, lime producers are trying to follow the same challenging experience acquired in the cement industry to technologically evaluate alternative sources of fuel, considering the energy and mass balance of substitution.
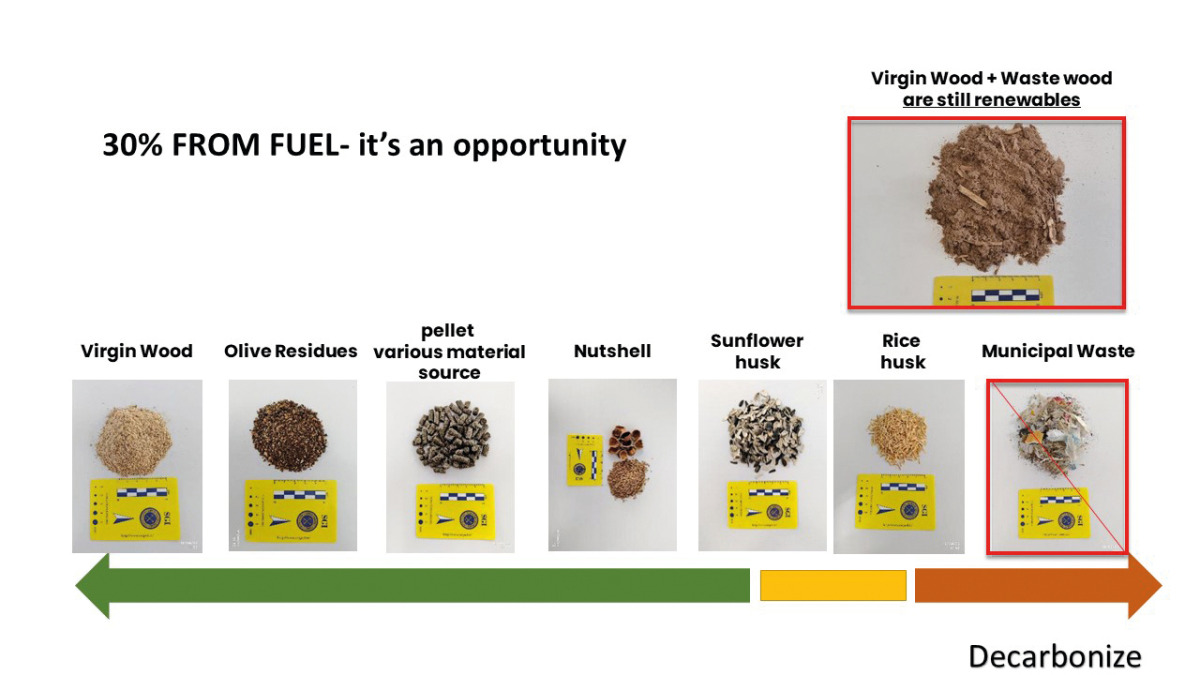
In the lime industry, fuel represents around 50% of the total production cost, the choice of fuel should be considered in depth because the chemical reaction is more sensitive in relation to the final quality to be obtained. For instance, the use of biomass in the lime industry is becoming a consolidated and attractive practice because it combines the result of maintaining a high level of quality in the final product with that of reducing CO2 emissions.
Using renewable energy biomass, the amount of CO2 emitted into the environment is considered to be equal to zero because CO2 emissions during burning are considered equal to the amount of CO2 absorbed by trees during photosynthesis (Table 1).
With the use of biomass, it is possible to reduce the CO2 from the fuel used for every kg of CaO produced. Naturally, it is not possible to reduce the carbon dioxide caused by the chemical reaction of dissociation of limestone into CO2 and CaO. The level of carbon dioxide emitted per kilogram of calcium oxide produced is calculated by adding the amount of CO2 produced by the calcination process to the amount of CO2 produced by fuel combustion (Table 2).
TurNOx® integrated device for NOx abatement
NOx emission regulations are becoming increasingly stringent in Europe and worldwide in general. For instance, in Europe, NOx emission limits have been decreased from 800 mg/Nm3 to as low as 200 mg/Nm3, depending on type of lime kiln in use under directive 2010/75/EU of 26 March 2013.
TurNOx (patent n°WO2018220520 A1) is a unique integrated solution for NOx reduction specially developed by Cimprogetti for lime kilns based on the regenerative process. TurNOx is an integrated solution placed downstream of the kiln and composed of three relevant units: a heater to stabilize the fumes temperature at the filter inlet, increasing efficiency in terms of NOx reduction, an ammonia dosing system to activate the catalyst and a standard filter equipped with catalytic bags designed to treat off-gases in high-dust environments and remove NOx emissions originated by the raw materials and the combustion process (see lead picture).
The device developed by Cimprogetti for NOx abatement can be considered as an SCR system, but distinguished by the following features:
the plant is specially designed to meet the needs of a regenerative vertical double- or triple-shaft kiln
the flue gas heater comes into operation only when the temperature is too low for the NOx abatement process. The fumes heater is activated according to the temperature fluctuation during the combustion cycle, so as to contain the thermal consumption and to ensure the minimum operating temperature for the NOx reduction
depending on the type of fuel firing the kiln and the particular operating conditions, a different NOx abatement may be required, which may result in an adjustment of the operating temperature of the abatement device
the TurNOx device modulates parameters without affecting the calcination process in the kiln
the introduction of the ammonia solution is regulated and monitored by an expert supervision system. The minimum flow rate necessary for the NOx abatement process is provided, containing the NH3 consumption and ensuring a minimum residue content in the exhaust fumes at the catalytic filter
Hydrated lime and modular plant
In recent years, the industrial hydrate-lime production needs high grade of conversion from CaO to Ca(OH)2, therefore, it is no longer enough to use simple equipment, but a correct understanding of the chemical reaction is mandatory. Therefore, preliminary modelling and specific laboratory tests must be carefully evaluated in compliance with the market and the specific application required.
Cimprogetti, one of the leaders in the hydration process with industrial plants worldwide in operation combined with the experience accumulated in over 40 years of activity in the field, has gained in-depth experience in chemical reaction modelling. In particular, this concerns the complete conversion of the calcium oxide (CaO) into the calcium hydroxide (Ca(OH)2), by means of a satisfactory mix-design of the different variables involved in the process, considering the target quality of the product, as well. (a) The water to lime ratio, (b) the temperature and composition of the water, (c) the time in which water must be fed, (d) the retention time inside the hydrator, (e) the volume inside the machine, (f) the management of steam formation, (g) the particle size distribution of the raw material and (h) the final moisture of the product are all important factors to correctly predict and control the reaction.
In addition to the standard production of the hydration plant, Cimprogetti has developed a new modular concept that has led to the development of a complete modular plant: Cim-Hydrax-Compact™ (Figure 4). Cim-Hydrax-Compact is a complete and autonomous hydration plant, with a range from 10 t/h up to 40 t/h nominal capacity, based on a compact conventional process (CaO hydration, separation and grinding).
Thanks to the modular design, the compact configuration enables installation of the hydration plant directly in the production facility with a minimal footprint. The plant can be easily adapted and modified according to the operational requirements. The plant is designed based on client requirements and must be divided into two separate sections:
Hydration section: This section is composed of the quicklime buffer hopper, the quicklime dosing and weighing system, the hydrator with its de-dusting bag filter and the room with the main electric panels
Separation/grinding section: This section is composed of the separation circuit (high efficiency separator Cim-Microsep, cyclone and fan), working in a closed circuit with a pin mill, the bucket elevator that feeds the circuit and recirculates the milled material and a de-dusting bag filter
The module battery limit is the discharging rotary valve under the cyclone.
From this point, the hydrated lime can be sent to the storage silo through a mechanical or a pneumatic conveying system.
Furthermore, Cimprogetti has recently invested in new laboratory devices, and new internal methods for creating a reliable quality control also for calcium hydroxide, specifically for evaluating BET specific surface area and pore volume and distribution, which are becoming important parameters for environmental application.
The recent physical characterization in terms of BET and Pore Volume, resulting in excellent removal efficiency has improved significantly in recent years, therefore, Cimprogetti has implemented a specific process called Hydrax-Booster BET®.
Whilst not only CO2 is influencing global warming, for this reason and since the business is becoming more and more strategic in its environmental application, it was decided to set up a pilot plant to produce hydrated lime which is a smaller scale of the standard hydration unit (Figure 5).
Hydrated lime with high porosity and high surface area is nowadays the “breakthrough” for increasing the production volume of hydrated lime. Supplier FGD are increasingly introducing this specification, which allows customers to enhance the acid gas capture by boosting the gas capture of SO2, HCl and HF, which are contributing particularly to acid rain.
Challenging the future CO2 and hydrogen
Greenhouse gases trap heat and make the planet warmer. Human activities are responsible for almost all the increase in greenhouse gases in the atmosphere over the last 150 years. Global carbon emissions from fossil fuels have significantly increased since 1900. In 2018, global energy-related CO2 emissions increased by 1.7%, reaching an all-time high of 33 billion t. And while the good news in 2019 is that emissions remained at the values of the previous year, despite a global economy that grew by 2.9%, this is still not enough to achieve the climate targets set.
The European Commission’s proposal to cut greenhouse gas emissions by at least 55% by 2030 sets Europe on a responsible path to becoming climate neutral by 2050; the lime industry should have several options to contribute to achieving this. The lime industry has evolved over the last decade, investing in new technologies related to fuel, raw materials, digitization and emission control, now it is time to start thinking about investing in CO2 reduction with the challenging goal of achieving mission zero in 2050, which has become a paramount topic for all industrial and human activities.
The industry has many options and choosing a shorter route is not an easy selection, for instance, Carbon Capture (CCS) and storage (CCSU) became attractive also to lime players, even if CCS and CCSU is still a young field with only a quarter-century or so of significant research and development taking place, it has made good progress in that time and is commercially available today although not on a large scale. There are still many possible pathways to improve CCS and CCSU, combining for instance oxycombustion especially in the calcination process, should be one of the drivers for speeding up technological process in balance with the environmental aspect and market attraction.
Alternative sources of “green” energy must be taken in consideration such as “green” hydrogen, which is a clean-burning molecule that could become a zero-carbon substitute for fossil fuels in hard-to-abate sectors of the economy. The cost of producing hydrogen from renewable sources is primed to fall, but demand needs to be created to drive down costs, and a wide range of delivery infrastructures need to be built.
In recent years, Cimprogetti already had significant experiences with kilns operated with a percentage of hydrogen up to 60% installed in captive plant and believes that blending hydrogen and methane shall become a tangible opportunity for lime industry.
In conclusion, the energy transition is still a big challenge for energy, but it will be a real opportunity to converge towards a clean and resilient energy system with a long-term perspective. Cimprogetti is ready to assist the client by understanding the importance of maintaining high product quality and evaluating the cost impact to challenge the above changes.