Elevator buckets – modern versus traditional design

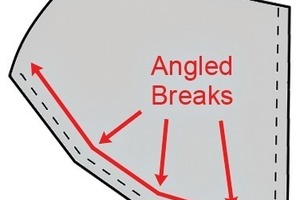

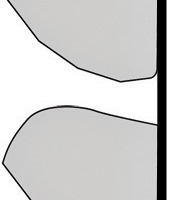

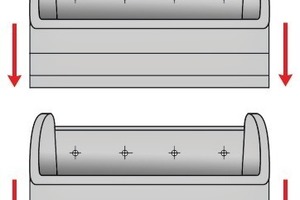



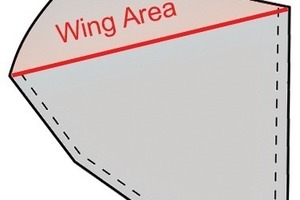
High efficiency elevator buckets have a smooth interior front face with compound curve geometry. This delivers an efficient discharge with no impediments and no crevices where product can collect. Clean out is efficient and cross contamination is minimized. High efficiency elevator buckets feature a tapered bottom which allows the buckets to be mounted closely together with a minimum of vertical spacing. This creates a “column” of input material and generates the greatest amount throughput possible in the elevator leg system. Close vertical spacing requires the efficient entry and exit of input materials into the elevator bucket string. The tapered bottom allows the buckets to fill and discharge not just from the front, but from the sides as well. This style of bucket feeds more efficiently on the up-leg, but also in the boot section as well. The tapered bottom allows high efficiency elevator buckets to nest inside one another. This makes shipping and storage more efficient. High efficiency elevator buckets do not have wings or ears. Material cost efficiencies are realized with the removal of this physical feature. In some cases, weight savings are realized as well.
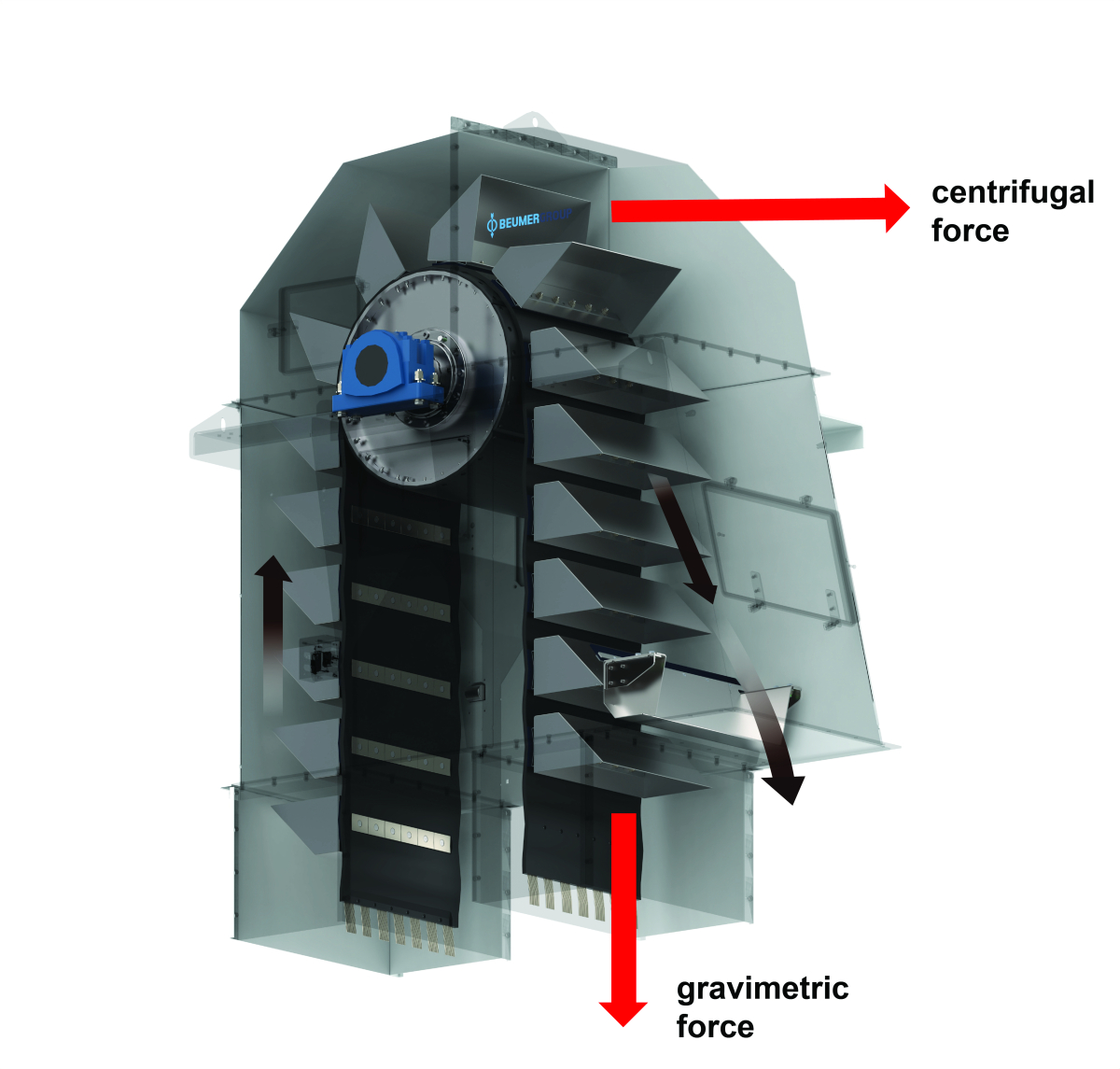
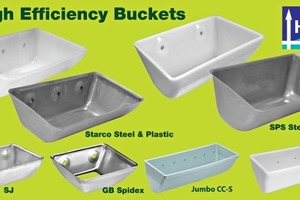
The advent of the modern high efficiency centrifugal discharge elevator bucket has brought industry greater throughputs and cost savings. A true high efficiency elevator bucket (see examples in the Figure) has a smooth interior front face, can be mounted closely together, has a tapered bottom, nests inside one another and has no wings on the sidewalls.