New high-efficiency rotor for cement works saves 23 % energy

Energy efficiency is considered to be of primary importance in the cement industry – in both large cement groups as well as in smaller independent cement works. Process fans, in particular, which are among the machines with a high energy demand, represent a large savings potential. Upgrading high energy demand machines is well worth doing: Venti Oelde from Oelde/Germany has succeeded in reducing the energy costs of a centrifugal fan, in operation for many years, by almost a quarter. The investment easily paid for itself after 7200 hours of operation, that is, within 14 months.
A crucial point in the effective upgrading of existing fans is that it should pay for itself within the shortest possible time. In practice, this means that if the energy savings bring in the total investment costs within two years or sooner, upgrading is then considered especially attractive by partners in the cement industry. And that is precisely the goal of Venti Oelde’s consultation and engineering services.
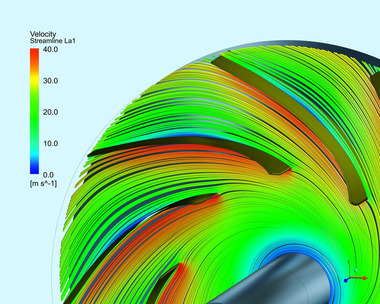
As well as efficient fan technology, a precise measuring process is required to make certain that any investment made in upgrading existing fans is profitable. Because, for process fans, each increase in efficiency and improvement in performance is founded on accurate measurements of the operating data. Venti Oelde’s experienced measurement and metering engineers are capable of taking measurements on all process fans in the cement industry: both flow and acoustic. The exact design, then resulting, ensures the best possible efficiency.
For a long-standing customer, Venti Oelde upgraded the energy efficiency of a filter fan, whose original manufacturer is no longer on the market. Measurements on the double-inlet filter fan with inlet regulating damper produced following parameters at the operating point, at which the fan is operated for 90 % of its operating time:
Before After
Volume flow: 545 000 m3/h 545 000 m3/h
Total
pressure: 3092 Pa 3092 Pa
Inlet
temperature: 116 °C 116 °C
Density: 0.911 kg/m³ 0.911 kg/m³
Rotational
speed: 960 min-1 960 min-1
Shaft output: 763 kW 587 kW
Sound pres-
sure level*: 87 dB(A) 82 dB(A)
*at 1 m distance from fan casing
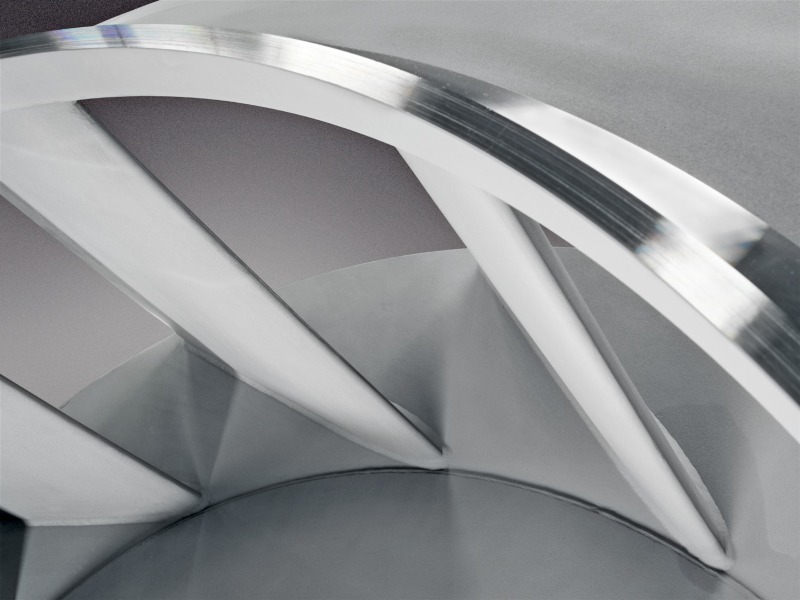
Following the flow and acoustic measurements (in compliance with VDI [Association of German Engineers] Guidelines 2044), Venti Oelde also checked the static components, including the fan casing, the base-frame and the flexible joints. These were in a satisfactory state, despite the considerable age of the fan. In consultation with the customer, it was then decided to replace only the rotor within the existing fan casing.
This new rotor consists of a double-inlet impeller with profiled blades, a shaft with a new shaft seal, oil-lubricated bearings, a set of cooling impellers and a coupling as well as two shaped inlets for the new rotor, which were fitted into the existing casing.
On completion of alterations, Venti Oelde again took complete measurements on the upgraded filter fan together with the customer’s process engineer. The specified operating data were exactly achieved. The shaft output is now 587 kW, whereas it was previously 763 kW; giving a saving of 176 kW or, in other words, 23 %. An extremely welcome “by-product” was the reduction of the sound pressure level at one metre distance from the fan casing by 5 dB(A) – from the previous figure of 87 to 82 dB(A).
Taking into account the costs of all measurements and the completely new rotor, removal of the old rotor and assembly of the new one, the investment costs of the cement company were fully paid back after 7200 hours of operation or, put another way, within 14 months – and since then has been saving money with each hour of operation.
//www.venti-oelde.de" target="_blank" >www.venti-oelde.de:www.venti-oelde.de