Step by step towards alternative fuels









Following the successful Loesche symposium in 2014, the plant and systems engineer has now inaugurated a new series of seminars aimed at examining specific topics in more detail. The kick-off event was the 1st Loesche Seminar, focussing on “Alternative Fuels (AF)” and held in Vienna/Austria from 06.-08.05.2015.
Highlights of the seminar included presentation of the ReduDust project, new trends in filter technology, comminution of alternative fuels in the “Rocket Mill”, and a new burner for combustion of 100 % alternative fuels.
Dr. Thomas Loesche was pleased to welcome more than 80 participants of over twenty different nationalities. The seminar was organised in cooperation with the Loesche subsidiary A TEC and with the support of the Scheuch company. It featured, in ideal form, two days of theoretical papers in the mornings, combined with a plant visit each afternoon. The participants thus had the opportunity of viewing the technical solutions discussed in a real-life application, and of obtaining direct answers to their questions.
From basics to the ReduDust concept
at the Rohožnik cement plant
Matthias Mersmann, Loesche/aixergee, opened the first day of the seminar with his overview paper “Step by step towards alternative fuels”. He made it clear that there is no standard solution for the use of alternative fuels, since they are based on waste, and are heterogeneous everywhere and at all times. However, there is a possibility to increase the use of RDF by stepwise incorporation of modular technologies such as the rocket mill, RDF-burners and suitable calciner technologies. The challenge in that is to find a balance between proces complexity and fuel cost reduction. Mersmann discussed the various steps in fuel substitution, from 0 to 25 % to 60 % to 90 %, up to total replacement of conventional fuels by AF. Problems which may occur include unstable calcining, incomplete combustion, and inadequate clinker quality. He also outlined the modifications and investments necessary for the individual steps. His most important tip: “Find an experienced partner for your project, to assure the successful use of alternative fuels”.
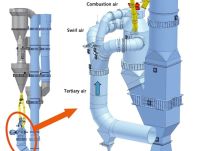
Dr. Stefan Kern, A TEC, in his address entitled “A TEC’s NOx reduction to below 200 mg/Nm³”, firstly explained the fundamentals of NOx formation and reduction. He emphasised that emissions limits may differ from country to country, but are everywhere nevertheless becoming ever stricter. NOx formation, he noted, is affected by numerous factors, such as fuel composition, plant configuration, feed materials and clinker specification, for example. Combustion temperature exerts a great influence, since NOx concentration increases steeply as temperature rises. The primary routes for reduction are: lowering of (peak) combustion temperature and reduction of air flow in the hot combustion zone, by means, for example, of the use of low-NOx burners and staged combustion. Selective non-catalytic reduction (SNCR), employing the injection of an NOx-reducing agent, is one method of secondary NOx reduction. A TEC supplies a post-combustion chamber (PCC), which is mounted on the top of the calciner, to complete any combustion from the staged combustion (elimination of CO) and to enhance gas mixing which is beneficaial for any SNCR system.
“The ReduDust concept – from bypass dust to salt” was spotlighted by Dr. Ernst-Michael Sipple, Holcim, and Johannes Müllner, A TEC, citing the example of the Rohožnik cement plant, in Slovakia. Bypass dust and its chlorine content increase as more alternative fuel is used. So the question was: What to do with it? The target was to convert the bypass dust, produced at an annual rate of around 20 000 t/a, to a low-chlorine filter cake which can be reused without difficulty in the cement product. A simultaneous co-product was to be a saleable salt (KCl, NaCl). Sipple emphasised that all the necessary process stages were known in principle, and that the challenge would be that of combining them into a single process. A system for the sustainable use of bypass dust has been developed under a joint project by the cement plant and A TEC, and was explained in detail at the Rohožnik cement plant in the afternoon.
Harald Durstberger, A TEC, then reported on “Calciner modification, including a new hot-gas chamber, at Buzzi Cement Hranice”. This project was conducted on the basis of close cooperation between A TEC and Aliacem, its aim being that of assuring a clinker-production rate of 3000 t/d using up to 100 % AF in the calciner. Fluff was primarily to be used for this purpose. NOx emissions were to be reduced to a level below the legal limits with a staged combustion calciner design. A new calcining system (hot-gas chamber, calciner and post-combustion chamber) were installed for this purpose. The jacket tube used in the hot-gas chamber assures highly efficient combustion and makes it possible to feed low-quality fuels and even relatively large fuel particles. Reduction of NOx emissions is assured here by means of perfect combustion-atmosphere control.
In his address on “Process optimization for the cement industry”, Matthias Mersmann, aixergee, emphasised that this generalised target is absolutely essential in the use of alternative fuels, to assure rational production-cost levels, productivity and conformant emissions. He outlined the methodology of transfering real plant processes into a virtual plant simulation which allows for better analysis and cost effective optimization. Based on carefull data assessment, the problem analysis is carried out and finally proposals for the optimization of the real plant are delivered. He presented some case studies on successful NOx-reduction and combustion optimizations. The example of NOx/SNCR optimization achieved a NOx emission reduction down to 186 mg/Nm3 and cost savings of 300 000 €/a, by cutting reducing-agent consumption by 30 %.
Georg Lechner, Scheuch GmbH, examined “Filter technology – the latest trends” for the audience, and provided an overview of the individual methods, ranging from “EMC”, via SCR, up to and including DeCONOx SCR technology. The EMC (energy-minimizing concept), for example, is notable for its enhanced cleaning efficiency and an 80 % lower compressed-air consumption. Benefits of the EMC include reduced investment and operating costs. The DeCONOx system permits reduction of NOx to levels below 200 mg/Nm³ with a simultaneous removal of any unburned gasous residues, like CO as this tail-end solution is based on a regenerative thermal oxidation system equipped with catalyst elements for the SCR system.
In his address on “What will be the future of alternative fuels?”, Dr. Hansjörg Diller, MVW Lechtenberg & Partner, outlined the trends in the use of AF. Feeding of AF has increased in the German cement industry from approx. 5 % in 1987 to more than 60 % in 2013. Environmental awareness and resources efficiency are coming increasingly into focus in the Arab world as well in Saudi Arabia and the Emirates, for example. The Egyptian government has greatly increased prices for heavy fuel oil and natural gas in recent years, with the result that the country’s cement plants are obliged to seek alternatives, necessitating large investments in a new energy strategy. In Europe, more than one million t of RDF were exported from the UK and Ireland to the Netherlands, Sweden and Germany in 2012. For Diller, rational-cost logistics is therefore one of the key elements in the use of alternative fuels.
In the afternoon, the agenda featured a visit to the Rohožnik cement plant, located to the north of the Slovakian capital of Bratislava. This plant is designed for a clinker production of 3500 t/d grey clinker. Thermal substitution rate is above 80 %, the fuels used being petroleum coke, coarse and fine solid recovered fuel (SRF), and oil sludge. A pre-combustion chamber is also installed, to permit the use of lump alternative fuels. Clinker production is fully automated, and includes all the necessary sampling stations. There is also a second clinker line for white cement, with a capacity of 450 tcli/d.
The tour included the bypass-dust treatment plant, which is designed to handle 20 000 t/a of bypass dust, with salt production of 4000 t/a. The process is designed for 5 to 15 % Cl in the bypass dust, with an overall Cl extraction efficiency of >90 %, and the facility for integration into existing cement-production processes (2x12 h shifts). The heat needed for crystallisation is supplied via recovery of waste-heat from the kiln. This process can be implemented in modular stages (1+2, 3 and 4):
1. Mixing dust + water
2. Filtration
3. Chemical brine treatment
4. Crystallisation
This project demonstrates in exemplary fashion that the cement industry is not only saving fossil fuels by using alternative fuels, but is also actively developing solutions for the downstream problems of disposal of the resultant dust. The great advantage of this system can be found in the fact that the filter cake produced from the unwanted dust can be 100 % reused, and is thus effectively a new resource. There are then no dust-disposal costs, and multiple recirculation of the water used keeps water consumption extremely low.
This highly informative and interesting day of the seminar had a memorable conclusion in the impressive restaurant sited on the 484 m high Kahlenberg, allowing the guests a spectacular elevated view of Vienna. The participants took the opportunity here of detailed discussion of the day’s agenda.
Rocket Mill and a new burner for 100 % AF
at the Wietersdorf cement plant
The second day of the seminar was opened by Michael Suppaner, A TEC, with his address “Ultimate cement kiln process technology”. The greatest current challenges for the industry, he noted, are energy costs and environmental regulations. Energy costs now account for around 40 to 50 % of production costs, an item well worth reducing. The use of alternative fuels offers good potentials for cutting these costs. AFs cannot be combusted as easily as fossil fuels, however, and modified systems are necessary in order to assure complete combustion. Suppaner then focussed on the A TEC post-combustion chamber, which has been installed at two cement plants up to now, in Wopfing, Austria, and Hranice, in the Czech Republic. This innovative idea from A TEC permits the use of more than 90 % AF. The chamber increases both the fuel particles’ residence time and generates a turbulent mixture of gas and solids, thus making complete combustion possible.
“Alternative fuels in a Rocket Mill: operating experience” was then examined by Hannes Uttinger, A TEC. The speaker discussed the functional mechanism of this mill, and also the specific features. The perforation of the screen plates, for example, can be modified to match the particular application. The advantages of the mill include the fact that inorganic constituents can be eliminated, moisture content is reduced (by approx. 10 %) during comminution by the comminution effect alone, and material with a higher specific surface area is generated, thanks to shredding technology. The use of process gases also permits further additional drying. The ultimate size of the comminuted particles is < 15 mm when screens with a perforation diameter of 15 mm are used, with 50 % of particles < 5 mm. The particles have an extremely fluffy consistency, similar to that of cotton.
Martin Willitsch, A TEC, in his paper entitled “New burner for 100 % alternative fuels”, firstly examined the development of burner technology for alternative fuels. The problems with the existing technology are that burners can be operated either with a high oxygen content and low control/mixing or with a low oxygen content and high control/mixing. A TEC has for this reason examined the combustion process intensively, and evolved a new concept, Flexiflame Ecopro, for injection of solid alternative fuels. This burner is distinguished by:
Injection of solid alternative fuel via an annular channel
Annular channel sufficiently wide to eliminate blockages
Uniform fuel and air distribution
Anti-wear protection
High level of flame control and up to 100 % solid alternative fuel via the main burner
This burner could then be examined during the afternoon in the context of the visit to the Wietersdorf cement plant.
“Reduction of mercury emissions in cement kilns” will be one of the most important topics in the future, affirmed Florian Salzer, w&p Zement GmbH, and Friedrich Willitsch, A TEC. The speakers took the example of a joint A TEC/Scheuch pilot project at the Wietersdorf plant to focus on the eXmercury split-preheater system. As Florian Salzer emphasized during the subsequent visit to the plant, this first preheater system for the reduction of mercury emissions had been operating to the cement plant’s complete satisfaction for around a month.
After a coach trip of some three hours, the afternoon excursion reached the Wietersdorf cement plant. This plant has made several large investments in recent years, and is working on two important projects. The first, conducted in cooperation with A TEC, is for the development of an AF-processing system which will permit AF-rates of above 90 % (from RDF alone). The project includes development of the A TEC “Rocket Mill”, which supplies pre-dried RDF with a high surface area, and the development of a new main burner - the A TEC GRECO Flexiflame - to optimise injection of RDF into the rotary kiln. Again cooperating with A TEC and Scheuch, the plant has also developed the eXmercury system, aimed at reducing mercury emissions by up to 80 %. The participants had the opportunity during the visit to obtain a detailed impression of both the Rocket Mill, the Flexiflame burner and the eXmercury system, before embarking on the return journey to Vienna.
Conclusion
The first Loesche Seminar was perfectly organized and provided excellent opportunities of gaining detailed information on all facets of alternative fuels. The combination of theoretical papers in the morning and practical visits during the afternoon made it ideally possible to become acquainted with the direct application of what had been learned, and also to discuss it with actual users. This also enabled cement plant specialists to assess even better the potentials of their own planned investments.
The industry looks forward to the next Loesche Seminar with great anticipation.
//www.Loesche.com" target="_blank" >www.Loesche.com:www.Loesche.com
//www.atec-ltd.com" target="_blank" >www.atec-ltd.com:www.atec-ltd.com
//www.aixergee.de" target="_blank" >www.aixergee.de:www.aixergee.de
//www.scheuch.com" target="_blank" >www.scheuch.com:www.scheuch.com