Sustainable lime burning technology with shaft kilns



Maerz Ofenbau AG is developing new lime kilns to achieve global climate goals. The operating mode can be flexibly adapted to the environmental requirements. The kilns can be operated both conventionally and in oxyfuel mode. In oxyfuel mode, CO2 concentrations of 90 to 97% are achieved, so that an inexpensive CCU/CCS system can be added downstream.
1 Introduction
Not only climate change and climate goals, but also the 64 CO2 pricing instruments used worldwide until the beginning of 2021 (the number is steadily increasing) are the main reasons for the development of new, sustainable lime burning technologies. The general task is to reduce or to avoid the emission of greenhouse gases. In anticipation of the inevitable change, Maerz Ofenbau AG began developing such technologies back in 2010. However, the topic only became important in the lime industry when the EU-ETS price for CO2 rose to more than 30 €/t in mid-2019. A further, even more significant increase in importance was observed in March 2021, when the benchmark value for the free emission of CO2 from lime kilns was reduced from 0.954 to 0.725 t of CO2 per t of lime by the European Commission and in May 2021, when the EU-ETS price for CO2 exceeded the 50 €/t mark. Despite the low demand from the lime industry to avoid greenhouse gas emissions in production before mid-2019, Maerz Ofenbau AG continued its development work in order to meet all future requirements, in particular the sustainable production of large quantities of soft-burned lime.
2 CO2 pricing instruments and their effects on lime production costs
The European Union introduced an emissions trading system “ETS” as early as 2003. There were additional 63 global CO2 price instruments at the beginning of 2021. Only the European ETS for the considerations and analyses were used in this publication. The ETS in the UK is very similar and the prices for the CO2 certificates are currently almost the same. The situation may be different in other countries, but due to the diversity, this has not been taken into account in this publication.
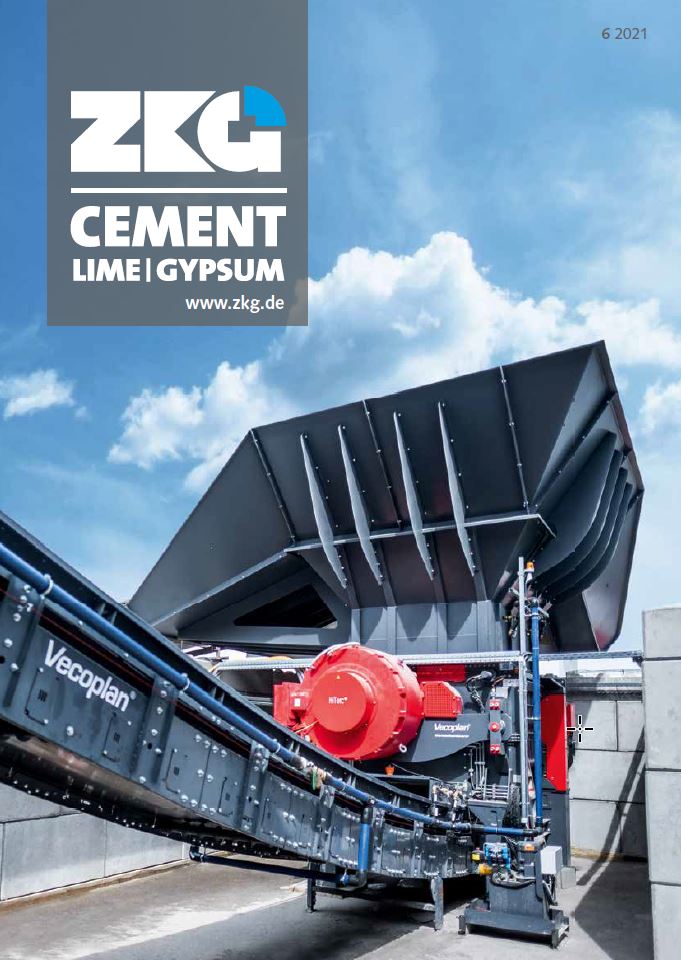
The effect of the ETS on the lime industry is illustrated in Figure 1. The graphic was created for natural gas-fired PFR lime kilns.
The benchmark values (BM) for CO2 emissions already set by the European Commission until 2025 have been taken into account. In 2013 the value was 954 kg/t lime, which was reduced to 725 kg/t lime in March 2021. This value will remain constant until 2025. For the period from 2026 to 2030, the BM will probably be reduced to 657 kg/t lime. Should the best 10% of all lime kilns in the European Union reach lower values, then the BM could possibly even drop to 477 kg/t lime. This legal lower limit has already been defined by the European Commission.
The calculation for the free allocation of CO2 emission certificates is based on the following formula:
Free allocation (FA) = Benchmark x Historical Activity Level (HAL) x Carbon Leakage Exposure Factor (CLEF) x Cross-Sectoral Correction Factor (CSCF)
For the period from 2021 to 2025, both the CLEF and CSCF are 1.0 and therefore FA = HAL x BM.
For this study, we estimated the free allocations for the subsequent periods as follows:
2026 to 2030: HAL x 657 kg/t lime
2031 to 2035: HAL x 500 kg/t lime
2036 to 2040: HAL x 333 kg/t lime
2041 to 2045: HAL x 167 kg/t lime
2046 onwards: 0 kg/t lime
The European commission will reduce the CSCF, which is currently 1.0, if industrial plants do not meet the targets for greenhouse gas emissions. In addition, a Carbon Border Adjustment Mechanism (CBAM), applicable to the European lime industry, is currently being discussed. If this mechanism is introduced, the CLEF, which is currently 1.0, will be drastically reduced, The above-mentioned estimates are therefore rather optimistic.
The ETS price for CO2 for 2030 was set at 108 €/t based on a study by Bloomberg [1] and the value for the year 2050 was assumed to be 150 €/t.
Based on these values, the ETS costs for CO2 for PFR lime kilns were determined and summarised in Figure 1. The red curve shows the development of the ETS costs per t of lime when firing with natural gas. The blue curve shows the cost development when firing renewable energy sources. In this case, the CO2 resulting from the combustion is not subject to the ETS. The green curve shows what happens when there are no CO2 emissions. This would be achieved, for example, if the CO2 is sequestrated (CCS) or used for the manufacture of other products (CCU), such as aviation fuel. The cost for the further utilisation or storage of CO2 is not shown in this curve.
For economical applications of CCU/CCS, a CO2 concentration in the exhaust gas of more than 90 vol% (based on dry gas), as achieved with oxyfuel combustion (combustion with oxygen instead of air), is particularly advantageous, since in this case the costly amine scrubbing process is not required.
3 Comparison of production costs for conventional and emission-free kiln operation
The ETS already significantly influences the manufacturing costs for lime today. Based on the development of the ETS costs shown in Figure 1, we tried to estimate further effects on the production costs.
A natural gas price of 17 €/MWh for Europe was used for these calculations. This roughly corresponds to the mean value of the relevant forecasts [2, 3]. The price for green hydrogen is based on a study by BloombergNEF [4].
A publication by the Global CCS Institute [5] was used to calculate the CCU/CCS costs and we added an amount of 10 € per t of lime for the provision of oxygen [7].
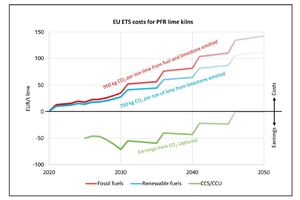
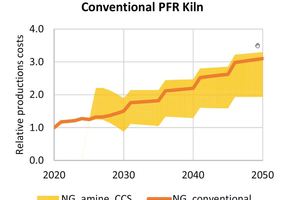
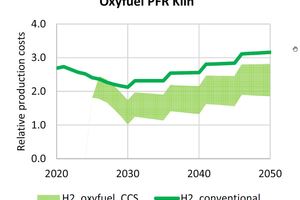
Figures 2, 3, 4 and 5 show an estimate of the relative production costs for quicklime in a PFR lime kiln up to the year 2050, whereby the reference value corresponds to the current production costs with natural gas firing. The solid curves show the relative production costs when using natural gas and green hydrogen respectively, without a downstream CCU/CCS system. The yellow area in Figures 2 and 3 depicts the bandwidth of the relative production costs when using natural gas with a downstream CCS system. The green area in Figures 4 and 5 shows the bandwidth of the production costs when using green hydrogen with a downstream CCS system. The yellow and green areas in Figures 2 and 4 show the relative production costs in a conventional PFR lime kiln with a downstream amine scrubber as well as a CCS system. The yellow and green areas in Figures 3 and 5 show the relative production costs in a PFR oxyfuel fired kiln and downstream CCS system.
All these cost calculations are based on a global market price, therefore, regional variations in subsidies and laws will have an impact on the absolute costs. The tendency and the timeline, however will not change:
Operating kilns with renewable energy sources only (e.g. green hydrogen) will not be cost competitive with a CCS/CCU-strategy in the near future
An oxyfuel fired kiln with a downstream CCS system has lower operating costs than a conventional PFR lime kiln with a downstream CO2 enrichment and CCS system
Although the price of green hydrogen will fall in the future, natural gas will remain an interesting fuel for a long time
Wood or other clean biomass could also be used as a renewable energy source for lime kilns. Biomass could also be combined with CCU/CCS and oxyfuel combustion. However, the material must be dried and processed to a particle size of less than 3 mm. Depending on availability and processing effort, the costs for biomass may quickly rise above the price of natural gas. In addition, when using wood or biomass, care must be taken to use the forests and to process the wood in an environmentally friendly manner.
4 Transition from conventional to emission-free lime kiln operation
In order to limit global warming to well below 2 °C, greenhouse gas emissions must gradually be reduced to zero by 2050. In a first step, fossil fuels could be replaced by renewable forms of energy. Currently, the CO2 pricing instruments such as the European ETS are a political means to achieve this goal. However, as the analyses in the previous chapters show, this is not enough, as the CO2 from the decomposition of limestone is still emitted into the atmosphere. It is therefore very well possible that greenhouse gas emissions will be prohibited in the future. For these reasons, it is necessary for the lime industry to take appropriate precautions. From today‘s perspective, there are no known ways to replace the required amount of quicklime with other substances. There is therefore only the possibility of converting the CO2, which is generated during lime burning, into other substances or of sequestering it (CCU/CCS).
The best time to retrofit a CCU/CCS system depends on various factors and can vary in different locations and companies. A flue gas treatment system for enriching the CO2 content by means of amine scrubbing is feasible, but both the investment and the operating costs are very high.
So far, no technology has been developed to equip existing lime kilns with an oxyfuel combustion system to reach a very high CO2 concentration in the exhaust gas stream. However, a lime kiln that is oxyfuel-ready can currently be built without significant additional costs and operated conventionally without process risks. Depending on the development of the ETS price for CO2, the necessary additional equipment for oxyfuel combustion and flue gas recirculation can be added later. The operating mode can then be set so that exhaust gas with a very high CO2 concentration can be produced.
As the profitability of lime kiln operations depends on many factors, it is important to be able to be flexible in choosing when and to what extent to switch to oxyfuel operation. The novel Maerz EcoKiln systems presented in the following chapters, for which several patents are pending, allow both conventional operation with air and operation with oxygen (oxyfuel operation) and thus offer full flexibility to optimise production costs.
5 Maerz EcoKiln for larger capacities
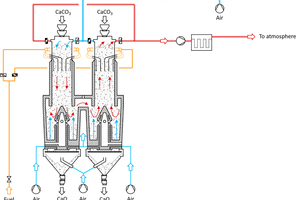
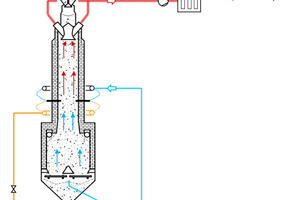
Figure 6 shows a schematic drawing of the Maerz PFR EcoKiln in conventional operating mode with air as the oxidant for the fuel. This lime kiln can already be built today and later converted to oxyfuel firing.
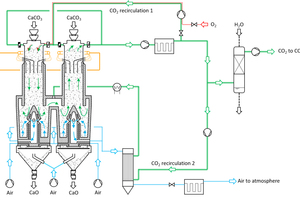
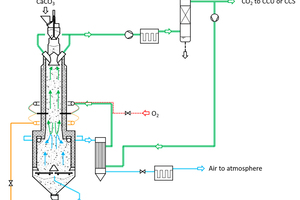
The mode of operation corresponds with that of the Maerz PFR kiln [8], which is well-known and is therefore not described again here. The structure of the Maerz PFR EcoKiln only differs in the slightly higher shafts below the connecting channel and the design of the displacement bodies in the cooling zones, which allows the cooling air to be extracted. In this mode of operation, CO2 concentrations of around 20 vol% are achieved in the kiln exhaust gas, which is emitted into the atmosphere. Figure 7 shows the Maerz PFR EcoKiln with oxyfuel combustion, cooling air extraction and double flue gas recirculation. In this mode of operation, CO2 concentrations of more than 90 vol% can be achieved in the kiln exhaust gas. A CCU/CCS system for processing the kiln exhaust gas can be retrofitted without an expensive CO2 enrichment system such as amine scrubbing or another CO2 enrichment technology.
The major advantage of the Maerz PFR EcoKiln is its flexibility in terms of the operating mode. As the production costs will depend heavily on the ETS and CCU/CCS costs in the future, the operating mode can be freely selected, to achieve the best economic efficiency.
The high CO2 concentration in the exhaust gas is achieved by using oxygen instead of air and by discharging the cooling air into the atmosphere instead of mixing it with the combustion gases in the non-burning shaft. As an oxidising agent for the fuel, oxygen has the advantage over air that no nitrogen is introduced into the lime kiln. To moderate the combustion temperature, the oxygen is mixed with kiln exhaust gas (CO2 recirculation 1 in Figure 7) and fed to the lime kiln as an oxidising agent for the fuel. The oxidising agent, which has a temperature of around 100 °C, is compressed up to 450 mbar with a high pressure fan. As in conventional operation, this gas is preheated in the preheating zone of the combustion shaft to a temperature of around 700 °C and combusts with the fuel, which is fed through the burner lances. The operating mode of the preheating and burning zones is practically identical to the conventional operating mode. Both the temperatures and the pressures are almost the same, making this process ideally suited for the production of high-quality quicklime with high reactivity.
The kiln exhaust gas and cooling air are separated below the connecting channel and the cooling air is discharged from the kiln through the two displacement bodies. In the connecting channel, an exhaust gas mass flow equivalent to the discharged cooling air mass flow (CO2 recirculation 2 in Figure 7) is fed, so that the exhaust gas mass flow of the lime kiln is the same as with conventional operation. The heat dissipated by the cooling air is partially transferred to the kiln exhaust gas and returned to the connecting channel by means of a heat exchanger (recuperator or regenerator). The achievable gas temperature after the heat exchanger is between 500° and 750 °C, depending on the type of heat exchanger. A further heating of this gas to at least 920 °C is necessary to prevent re-carbonisation of the already calcined product. This additional heating of the gas flow is performed either by means of a small oxyfuel burner or an electric flow heater.
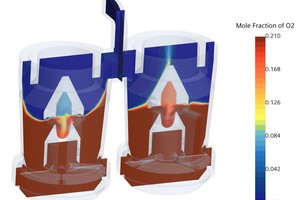
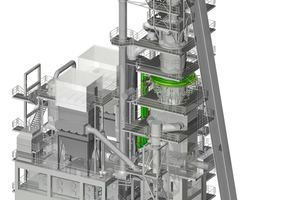
Since the Maerz PFR EcoKiln differs only slightly from the conventional Maerz PFR kiln, there is a very low technical risk in terms of functionality. Only the gas separation and the cooling air extraction had to be redeveloped, all the other components of the lime kiln have already proven themselves for decades. An important part of the development work is the long-term good cooperation between the Maerz process experts and the Swiss company, Combustion and Flow Solution GmbH’s simulation experts, who use the most modern computer programs to carry out the fluidic dynamics calculations. Figure 8 shows the gas separation in the lower part of the Maerz PFR EcoKiln. With an appropriate kiln geometry, a CO2 content in the kiln exhaust gas of more than 90% based on dry gas can be achieved. At the same time, the CO2 content in the discharged cooling air does not rise above 3%. This means that approximately 99% of the total CO2 produced in this lime kiln can be provided for CCU/CCS.
The Maerz PFR EcoKiln can be built for a production of 300 to 800 t/d and, just like the well-known Maerz PFR kiln, can be fired with all common fuels. When using hydrogen, the Maerz PFR EcoKiln has the advantage that the combustion temperature in the kiln can easily be adjusted with the help of the exhaust gas recirculation, despite the higher adiabatic combustion temperature compared with natural gas and the significantly higher combustion speed. If hydrogen is used in a Maerz PFR EcoKiln, there are no emissions. Nitrogen does not enter the kiln with either the fuel or the oxidising agent and therefore no NOx will be produced. There are also no carbon monoxide or hydrocarbon emissions because the fuel does not contain any carbon.
6 Maerz EcoKiln for smaller capacities
For smaller capacities, Maerz applied the HPS lime kiln concept to the EcoKiln. Again, for full operational flexibility, these EcoKilns can be operated in the conventional and the oxyfuel mode.
Figure 9 shows a schematic drawing of the Maerz HPS EcoKiln in conventional operating mode, with air as the oxidant for the fuel. The mode of operation corresponds with that of the well-known Maerz HPS kiln, which was described in the last edition of ZKG Cement Lime Gypsum [6]. The structure of the Maerz HPS EcoKiln only differs in the lower part of the kiln, which allows the cooling air to be extracted. In this mode of operation, CO2 concentrations of around 20 vol% are achieved in the kiln exhaust gas, which is discharged into the atmosphere. With conventional operation, the specific heat consumption of this lime kiln is around 4700 kJ/kg lime and kilns are available for production capacities from 100 to 200 t/d.
Figures 10 and 11 show the Maerz HPS EcoKiln with oxyfuel combustion, cooling air extraction and flue gas recirculation. In this mode of operation, CO2 concentrations of more than 97 vol% in the kiln exhaust gas can be achieved, which means that a CCU/CCS system can be installed downstream for processing the kiln exhaust gas without an expensive CO2 enrichment system. Instead of air, a mixture of kiln exhaust gas and oxygen is used as the oxidising agent for the fuel. The oxidising agent, which has a temperature of around 30 °C, is compressed and fed to the kiln. The heat dissipated by the cooling air is partially transferred to the kiln exhaust gas and in contrast to conventional operation, this preheated gas with a temperature of around 600 °C is mixed with oxygen, fed to the kiln and combusts there with the fuel. The operating mode of the preheating and burning zone is practically identical to the conventional operating mode of a Maerz HPS kiln. Both the temperatures and the pressures are almost the same, making this process ideally suited for the production of high-quality quicklime with variable reactivity. The amount of flue gas returned is smaller when producing lime with low reactivity than lime with high reactivity, which means that the exhaust gas temperature and the heat consumption in hard-burning operation are lower. The kiln exhaust gas and cooling air are separated in the lower part of the kiln and the cooling air is discharged from the kiln through the two gas channels. As with the Maerz PFR EcoKiln, the operating mode can be selected between conventional and oxyfuel operation. The same flexibility is also given, thus allowing an adaption of the mode of operation to meet commercial requirements. The Maerz HPS EcoKiln can be built for the production of 50 to 250 t/d and, just like the well-known Maerz HPS kiln, can be fired with all common fuels. In this lime kiln the reactivity of the product can be controlled both with the amount of heat supplied and with the amount of recirculated exhaust gas. As already described for the Maerz PFR EcoKiln, when using hydrogen, the Maerz HPS EcoKiln has the advantage that the combustion temperature in the kiln can easily be adjusted with the help of the exhaust gas recirculation. When using hydrogen in a Maerz HPS EcoKiln, there are no emissions either. With oxyfuel operation, the specific heat consumption of this lime kiln is around 4300 to 4600 kJ/kg lime, and kilns are available for production capacities from 100 to 250 t/d.
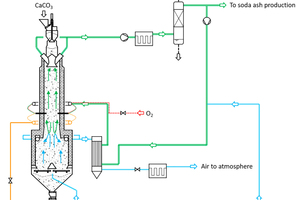
For the production of sodium bicarbonate (soda ash) not only lime with medium reactivity but also CO2 is required. The Maerz HPS EcoKiln is therefore also ideally suited for the Solvay process, where a CO2 concentration of around 42 vol% and an oxygen concentration of <1.5 vol% are required in the exhaust gas. A functional diagram for this is shown in Figure 12. In contrast to the oxyfuel operation only a part of the combustion air is replaced by pure oxygen, thus less kiln exhaust gas is recirculated and less oxygen is used in the soda operation. The recirculated kiln exhaust gas is mixed with air and oxygen, the consumption of pure oxygen being around 125 kg/t of lime. In this operating mode, the amount of recirculated exhaust gas is approximately 30% of the kiln exhaust gas based on the amount that flows through the bag house filter. In this mode of operation, the specific heat consumption is around 4300 kJ/kg of lime. Kilns are available for production capacities from 100 to 250 t/d.
Lime and CO2 are also required for the production of sugar from sugar beet. The Maerz HPS Eco-Kiln is also very suitable for this industry. For the sugar beet process, a CO2 concentration of around 35 vol% is required in the exhaust gas. A functional diagram for this operating mode is shown in Figure 13. In contrast to the oxyfuel operation, no kiln exhaust gas is recirculated and no oxygen is used for sugar operation. In this mode of operation, the specific heat consumption is around 4300 kJ/kg of lime and kilns are available for production capacities from 100 to 220 t/d.
Summary and outlook
The climate goals and climate policy are currently challenging the lime industry and creating some uncertainty. Modern lime kilns emit around one t of CO2 per t of lime, around three quarters of which come from the decomposition of limestone. By 2050, no more CO2 may be discharged into the atmosphere, regardless of whether it comes from fuel combustion or limestone decomposition. It is very likely that CCU and CCS technologies will also have to be used in the lime industry in the future. In order to give the lime industry the necessary flexibility for this, Maerz Ofenbau AG has developed the Maerz EcoKiln series. These lime kilns allow conventional operation, but can be switched to oxyfuel operation at any time if necessary. With the new Maerz EcoKiln series, CO2 concentrations of 90 to 97% are achieved in the exhaust gas. This means that, if necessary, a CCU/CCS system can be connected downstream without an expensive CO2 enrichment system; thereby completely avoiding CO2 emissions into the atmosphere. The new Maerz EcoKiln series (patents pending) enables the production of all types of lime, can be operated flexibly and allows a seamless transition to emission-free lime kiln operation.