Innovative use of incineration bottom ash as binder in cements

![1 XRD ternary diagram for BA fractions [15] and cement components [16]. Adapted from [17]](/uploads/images/2024/w300_h200_x600_y547_Figure_1-6ac785eddabc4806.jpeg)
The decarbonisation of energy-intensive industries obliges to rethink current production processes. Considering the cement industry, a roadmap for its decarbonisation should investigate the potential of mineral wastes such as bottom ash to extent the inventory of cement main constituent.
1 Introduction
The European climate goals set a 55% reduction of greenhouse gases emissions from 1990 levels by 2030, and the achievement of European climate neutrality by 2050 [1]. Hence, it is imperative for energy-intensive industries to find and apply innovative solutions for their decarbonisation.
Special attention is given to the cement and clinker manufacturing industry [2-3], which accounted for circa 4% total European carbon dioxide (CO₂) emissions in 2021 [2]. Among the energy-intensive sectors, the production of cement clinker holds a CO₂-emissions share of 22%, being second only to the pig iron and steel industry [2-4]. Most of CO₂ emissions in cement production are given by the systemic decarbonation of CaCO₃ during the clinker burning process.
According to the European Joint Research Centre, strategies for the reduction of the cement-related emissions are: 1) the use of better-performing concretes, 2) concretes with alternative compositions, 3) the reduction of the clinker factor in cements [2]. In parallel, measures to reduce electricity- and fuel-related emissions have been continuously implemented in cement factories, such as substituting fossil fuels with alternative fuels. In Germany, alternative fuels cover currently 69% of the sector thermal energy demand, and consists of processed municipal/commercial waste, sewage sludge and used tyres [5].
These alternative fuels broadly coincide with conventional waste inputs in German incineration plants. In the incinerator plants, the process is optimised for the energy recovery and waste stabilisation. For this purpose, the incinerator decomposes the ignitable waste fractions, whilst concentrating the residual mineral phases and potentially toxic elements in fly ash or bottom ash. Temperatures over 850 °C (for combustion gases) result in the evaporation of most heavy metals, which are mainly retrieved in the flue gas treatment residues. Hence, bottom ash is usually characterised by lower concentrations of heavy metals and contaminants than fly ash [6].
Similar mechanisms can be observed also during the clinker production. In this case, the process reaches temperatures of circa 1450 °C [2], but the link between heavy metals contained in fuel/raw material and their presence in the “bottom ash” of cement kilns (or the cement clinker) has been investigated and already proven [7]. This trend is also in line with recent cement composition datasets published by the association of German Cements Plants (Verein Deutscher Zementwerke, VDZ), showing increasing concentrations for some trace elements (Cr, Tl, V, Zn over 7 production periods and Cu over 2 production periods) in German normed cements [8].
Completes the overview of the cement industry the current situation for Ground Granulated Blast-Furnace slags (GGBSs) and coal fly ash, both materials at the basis of the production of low-emission cements [9]. In fact, the European decarbonisation of the steel industry (linked with the capability to produce cement-suitable GGBSs) [10] and the coal phase-out in Germany (linked to the production of fly ash for cements and concretes) [11] are expected to negatively target the production of low-emissions cements and concrete products.
Against this background, and given the similarities existing between GGBSs, coal fly ash and incineration bottom ash, this work aims to investigate whether the incineration bottom ash could be used to produce a cement binder.
Background
The bottom ash (BA) is the main residue from municipal waste incineration. In 2020, approx. 9,5 Mio. Mg BA were treated in 37 facilities in Germany [12].
A state-of-the-art BA processing plant consists of several units such as crushers, screens, magnets and eddy current separators. Their combination allows the separation of valuable metals such as aluminium, copper and iron and other precious metals in minor amounts. In parallel, a demetallized mineral fraction (circa 90% of the plant input) is generated, and this fraction is partially reused (e.g., as for road construction) or disposed [13].
The mineral fraction of BA can be further divided in four fractions: slags and strongly oxidised iron-containing particles (65%), other mineral materials such as broken concrete, natural stones, bricks, mortar (16%). The remaining two fractions are glass and ceramics, both refractory materials, with a mass share of 16% [14].
Each of these fractions is characterised by a distinctive chemical/mineralogical composition, as shown in Figure 1, which in turn alters the ratio of their main oxides [15]. Overall, the resulting composition of unsorted BA ranges between 50-60% SiO₂, 20-30% CaO and 20-25% (Al₂O₃ + Fe₂O₃).
As visible in the ternary diagram, BA show intermediate composition between ground granulated blast-furnace slags and coal fly ash, both relevant cement main components. Therefore, it is reasonable to investigate whether it is possible to also use BA as main component for the production of cements, or even to produce cementitious binders.
Therefore, the scope of this work is to enhance the physical characteristics of household waste incineration BA to produce a cementitious binder (lately registered as S-CEM® product). For this purpose, a treatment process has been developed and patented.
Main aspects considered in this work while assessing the use of processed bottom ash in cements can be summarised as follows:
Achieving the best possible grade for base metal separation and contaminants from bottom ash mineral fractions
Adjustment of the end fineness of the resulting BA-product
Assessment of the maximum amount of BA in the cement blend without compromising its physical and mechanical characteristics
Other challenges are:
Monitoring the content of salts, and specifically chlorides
Limit the heavy metal content in the final product
3 The S-CEM process
3.1 Bottom ash treatment
Municipal solid waste incineration bottom ash has been firstly processed according to state-of-the-art technologies for metals separation. Afterwards, and in order to maximise the metal separation, an additional treatment chain consisting of a cascade of crushers, screens and metal separators have been developed and tested:
The crushing steps are necessary to crush large clumps of slags thus liberating the metals from the mineral ballast and impurities
the screens are used to separate oversize uncrushed particles (and metals), and to remove finer fractions, thus preventing the crushers chocking
the eddy current separators are used to separate the released metals
Firstly, the 0 – 40 mm BA mineral fraction is screened to remove the fine particles below 1 mm, and the resulting 1 – 40 mm is then crushed by means of a vertical crusher. Here the choice of the crusher plays a pivotal role in preventing the adhesion and agglomeration between metals and minerals. Another aspect to be considered at any crushing stage is the minimization of intense abrasive forces on residual metals such as Al, Cu, Fe-Cr, Zn. These metals, if scraped or abraded, will inevitably contaminate the end-product, which might no longer comply with existent environmental regulations.
After this phase, the separation of ferrous metals is performed by means of several overband magnets, and the resulting material screened in four fractions (fine, middle, coarse, and oversize). The oversize fraction is mainly characterized by stainless steel particles, and therefore it does not require further treatments.
The fine, middle, and coarse BA fractions are further processed. Their treatment consists in
1) separation of metals with eddy current separators,
2) crushing of the remaining mineral fraction, and
3) screening of uncrushed particles and recirculation to the previous crushers.
Finally, the fine crushed BA obtained in the previous steps is ground until reaching a specific surface according to Blaine (Blaine value) of 4300 cm²/g. This fineness is within the range of coal fly ash (2700-5300 cm²/g) [18], and in line with the fineness of GGBFS and of fine cements. The Blaine value has been determined using the bottom ash specific gravity value of 2.56 g/cm³, assessed at the beginning of the experiments by means of a helium-pycnometer.
3.2 Cement test prisms
The performance of the so processed and milled BA (S-CEM) as binder have been assessed by testing the properties of normed prisms manufactured with Portland cement clinker, ground granulated blast-furnace slags and BA blends.
For the prisms, it has been chosen to test the S-CEM in two normed reference cements: a Portland slag cement type CEM II/B-S, and a slag cement type CEM III/A (Table 1). These cements have been also produced and used as reference material.
The basis composition shown in Table 1 has been then modified by using BA as follows:
To produce CEM II/B-S test prisms, the mass share of the blast-furnace slag fraction has been replaced by increasing S-CEM contents (5% to 31%)
For CEM III/A test prisms, the mass share of the sole blast-furnace slag fraction has been replaced with S-CEM in different contents (5% to 15%) up to the complete substitution of the blast-furnace slags fraction (38% S-CEM)
The composition of each fraction used for the cement prisms has been analysed by X-Ray Diffraction (XRD) and by wet-chemical methods (aqua regia digestion and ICP-OES analysis).
For the cement prisms, the main mechanical properties (initial/final setting time, water demand, compressive strength at 2, 7, 28 and 56 days, chemical composition (XRD composition, wet-chemical composition) and the Blaine specific surface has been analysed.
4 Results
4.1 Chemical composition
Bottom ashes are characterised by relatively lower amount of CaO (19%) and higher SiO₂-Fe₂O₃ contents (43% and 11%, respectively) than GGBSs (35-38% SiO₂, <1% Fe₂O₃).
Differently, SiO₂ and Fe₂O₃ content in BA are within the range of German CFA (40-55% SiO₂, 4-17% Fe₂O₃), while CaO is slightly higher. Minor deviations are observed also for Al₂O₃ and MgO (lower than GGBSs), and SO₃, Cl and Na₂O (higher than GGBSs). Finally, Al₂O₃ content in BA (8%) is significatively lower than the one found in CFA (23-35% [20]).
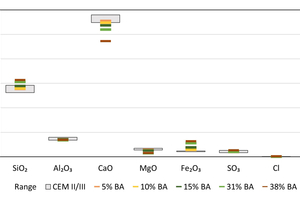
The use of BA in cement blends alters the cement composition in relation with the amount used. The cement/BA blends compositions migrate towards higher SiO₂ contents (circa 35% SiO₂ for blends with 38% BA) and lower CaO contents (circa 50% CaO for blends with 38% BA).
Overall, blends with 15% BA in cement mixtures do not result in relevant differences in the main oxides ratios of the resulting cement prisms (Figure 2).
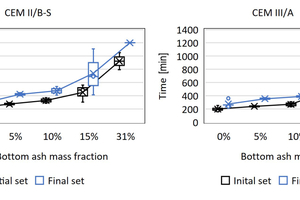
4.2 Cement setting time
Figure 3 shows the results relative to the Initial (IST) and Final (FST) cement set time.
From Figure 3 left, it is possible to observe that, for increasing amounts of BA in CEM II/B-S blends, slight delays in the IST are observed. On the other hand, the difference between FST and IST does not relevantly differ from the reference case. The same results, even if with lower deviations from the reference case, have been observed also for the CEM III/A (Figure 3 right). For the cases of CEM II/B-S and CEM III/A with more than 30% BA, the IST/FST reached times over 1000 minutes, and thus it was not fully investigated. Overall, cement blends with up to 15% BA fulfil the set times required by DIN EN 197 for both cement types [21].
4.3 Compressive strength
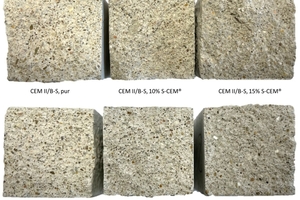
Figure 4 shows an example of a set of CEM II/B-S and CEM III/A prisms on which the compressive strength of the cement and BA blend was tested. Besides a slight colour darkening, the cement prisms appearance is not affected by increasing mass fractions or amounts of BA in the blend.
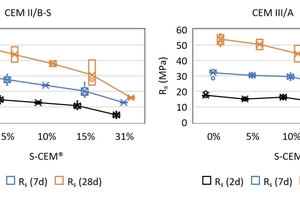
The results of the compressive strength testing are shown in Figure 5. From the results, it is possible to observe that:
Increasing the amount of bottom ash in the blend results in a progressive decrease of the compressive strength. In particular:
CEM II/B-S cement prisms, which are characterised by a lower compressive strength than CEM III/A cement prisms, result in average compressive strength of 44, 38 and 31 MPa by blending 5%, 10% and 15% BA, respectively (Figure 5, left)
CEM III/A with 5%, 10% and 15% BA show an average compressive strength of circa 50, 45 and 40 MPa, respectively (Figure 5, right)
Both CEM II/B-S and CEM III/A prisms with > 30% BA showed compressive strength values below 20 MPa after 28 days
5 Conclusions and outlook
The need of sustainable recycling and management strategies for incineration bottom ash, and the goal to decarbonate intensive CO₂ emission processes such as the cement production were the driving motivations at the base of this work. Different processed bottom ash fractions have been treated beyond normal state-of-the-art processes to maximise the metal separation and remove fractions with a high environment contamination potential.
The treated mineral fraction was further ground to a defined specific surface value, in line with the fineness of other main cement components such as ground granulated blast-furnace slag and coal fly ash. The so obtained product (S-CEM) has been used as binder in cement blends, afterwards further analysed and tested. The tested cements were a CEM II/B-S 32,5 R and a CEM III/A 42,5 N, manufactured with different amounts (5% to 38%) of S-CEM.
The compressive strength on cement norm prims was evaluated after 2, 7 and 28 days. It was found that an increase of the BA content in the cement binder leads to a decrease of the compressive strength after 28 days. However, the use of 10 – 12,5% BA in the cement makes it possible to achieve the requirements for standard cements (with compressive strengths above 30 MPa (for CEM II/B-S cements of compressive strength class 32,5) and 40 MPa (for CEM III/A cements of compressive strength class 42,5). Higher BA additions, (e.g., 15% BA) are possible, and still results in the production of a blast-furnace slag cement CEM III/A of strength class 32,5. Even higher BA additions are conceivable by using a more reactive Portland cement clinker in the cement or binder mixtures.
The use of bottom ash as binder in cement mixtures is expected to positively affect the overall CO₂ emissions linked with the production of cement. The main raw material-related emission during clinker firing in cement kiln installations and fuel-related emission is CO₂. In the last decade, the direct carbon dioxide emissions per Mg of cement produced oscillated around the value of 0,6 Mg CO₂/Mg cement [22]. The BA tested in this work are meant to be used in the “cold phase” of the cement production, thus after the clinker firing and prior to the clinker grinding process (joint grinding). It is readable that, after deduction of emissions related to the energy deployed for the processing of the ash, a 1:1 reduction of cement-related CO₂ emissions is expected for each percentage point of substituted BA.
Against this background, there are still challenges which should be addressed in further activities and debates:
Normative framework: Currently, the utilisation of mineral waste in technical structures is normed from the LAGA Eckpunkte. This document, dated back to 2004, is based on the “Anforderungen an die stoffliche Verwertung mineralischer Abfälle – technische Regeln” (LAGA M20) regulation. As the ordinance on substitute building materials (Ersatzbaustoffverordnung, EBV) is expected to enter into force in August 2023 and hence to overtake the LAGA M20, it is legitimate to question if this will result in an updated regulation (e.g. an “EBV Eckpunkte” document). In specific, the two above-mentioned regulations differ in the testing methods (e.g., for eluates: batch tests at Liquid-to-Solid (L/S) ratio of 10 L/kg for the LAGA M20, batch and percolation test at L/S ratio of 2 L/kg for the EBV). This aspect necessarily needs updated limit values, which eventually should take into consideration the last decades growing uptake of alternative fuels in the cement industry [22] and their potential to transfer heavy metals from the fuel to the cements [7].
Heavy metals, chlorides: The presence of heavy metals and salts (chlorides) in bottom ash is a systematic challenge linked with waste incineration residues. To comply with the requirements with existing and upcoming regulations, it is possible to draw two further development directions. The first one consists in the intensification of the ash treatment, as shown in this work and aim of further process scaling-up/optimisation activities. The second one consists in the improvement of bottom ash characteristics during their production (incineration). This aspect can be linked with the example from the iron industry, in which the quenching process has been modified and optimised through the years to improve the mechanical/chemical properties of the blast-furnace slags, hence improving their uptake in the cement industry [23]. Drawing a parallel for incineration plant, ash quenching, incineration parameters and fuel/waste conditioning are aspects worth investigating in the long run which can positively affect the quality of the resulting slags. Here, the dialog between waste incinerators, slag processing plant operators and cement/concrete manufacturers will have a pivotal role for the further developments of this topic.
(accessed Feb. 24, 2023).
Accessed: Jan. 13, 2023. [Online]. Available: https://tore.tuhh.de/handle/11420/12243