Measurement of flue gases in rotary kilns of cement plants


Hot cement raw meal with temperatures of up to 950 °C, high speeds and high temperatures of the dust-laden flue gas of up to 1200 °C: The difficult conditions found directly at the measuring point at the furnace inlet of rotary kilns makes capturing of gas values difficult. Spenner Cement Co. near Dortmund has to deal with these difficult conditions: taking control measurement in the oven was always associated with many precautionary measures and much effort. “The four meter long probe had to be manually pushed into the furnace by two workers during the measuring process and had to be constantly observed”, explained Franz Haselhorst, Deputy Head of the Electrical Maintenance Department at the company. The probe could remain in the oven half an hour at most, and then both the probe and the inlet chamber were so heavily caked with hot meal deposits that the probe had to be taken out again and cleaned with compressed air. Moreover, the wear due to the high speeds of the dust-laden flue gas is usually very high. Spenner Cement Co. previously had a standard probe in use, which was equipped with a water cooling system and a downstream air cooler. The associated control had to be constantly monitored. “We actually measured only to determine the cause when the gas concentration in the furnace was not optimal,” said Haselhorst.
Continuous measurement
directly in the kiln
“By continuously measuring the gas concentration, we can always determine if the combustion process is optimized, and if not, adjust the airflow accordingly,” said Haselhorst. “In addition, the service is minimal, which saves us much time, effort and costs, and prevents disruption of the furnace operation.” The large combustion plant at Spenner Cement is in operation around the clock. Pulverized lignite and secondary fuels are used as fuel. Despite these conditions, the ENOTEC probe needs only be checked every nine months by ENOTEC employees.
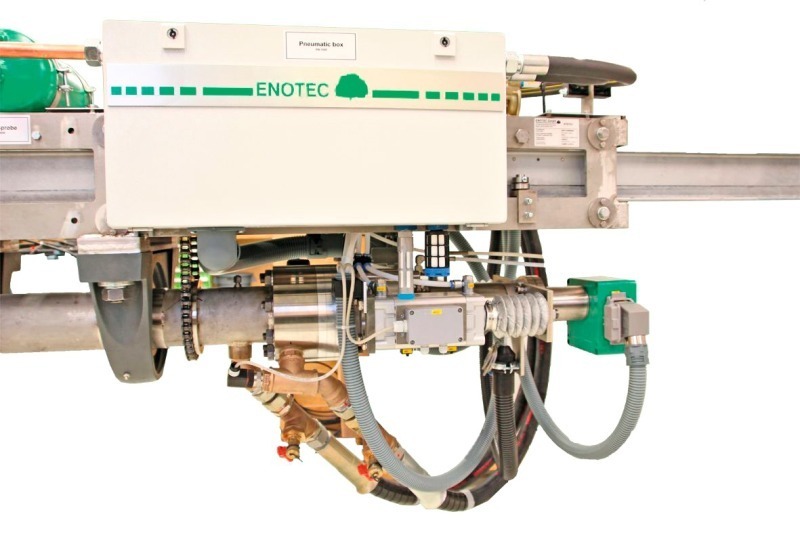
Rotary device prevents the
probe from being “cemented”
in place
In addition, the system cleans itself every three minutes (Fig. 3). “In the cooling tube we have installed a large surface dust filter with a pneumatic impact plate which moves out at certain intervals and removes even the toughest of deposits,” explained Fred Gumprecht, Managing Director of ENOTEC. In addition, a patented turning and driving device provides a continuous radial and axial movement of the cooling tube. A control unit, a PLC and a heat exchanger system is included on-site.
By constantly monitoring the oxygen concentration in the kiln inlet chamber, it is possible for Spenner Cement to control the flue gas, which is directed through the calzinator by way of a bypass, to control the combustion air. Using a SNCR process, the nitric oxide levels (NOx) are reduced by injecting ammonia water (NH3) in the flue gases.