Energy-efficient plants for the production of high-quality drymix mortar in Russia



The Russian drymix mortar industry aims at producing high-quality products to meet the growing demands of the construction industry. AML Anlagentechnik GmbH & Co. KG was approached with the task to design a drymix mortar plant in Sverdlovsk Oblast, in the Ural region, and furthermore to deliver the machine technology.
1 Introduction
AML Anlagentechnik GmbH & Co. KG, located in Schkopau near Halle (Saale), has developed into a renowned and internationally active engineering firm within the drymix mortar industry since its foundation in 2000. In addition to the design and delivery of drymix mortar plants, AML is also a specialized company in the area of dust extraction technology. AML is particularly present in Russia, where it has engineered and constructed plants for a number of well-known drymix mortar manufacturers.
In 2013, the company Kreps approached AML with the task to design a drymix mortar plant in the Sverdlovsk Oblast, in the Ural region, and furthermore to deliver the machine technology.
2 Project description
2.1 Scope definition
The scope of work consisted of the following points:
Production of all the dry building materials, cement and gypsum based. These are mortars, ranging from renders, plasters, adhesive and screeds to self-levelling compounds, which conform to the entire palette of the drymix mortar products.
The plant should include the central mixing tower, the sand drying and screening area, as well as the filling of valve sacks and bulk loading into tanker trucks.
The production capacity of the plant is to be 40 t/h in valve bags and 50 t/h via bulk loading.
Various raw sands are to be used, from which fractions coarser than 2.5 mm are sieved off
Binders and fillers must be free from debris and foreign bodies, before they are weighed in the mixing tower.
The dosage of the additives must be made with high precision while the dosage from fibres will take place automatically.
Ensuring a high-level of operating comfort and flexibility for the plant operator, particularly the minimisation of the plant cleaning time when changing products.
Using machines and equipment, as well as implementing technical solutions, that are universal and do not compromise the quality of the final product.
The planning of the machine technology has to be made aiming to achieve the best possible energy efficiency.
The plant has to offer the possibility to incorporate a second mixing line at a later stage, therefore doubling the output of the plant.
2.2 General conditions
The Russian drymix mortar industry aims at producing high-quality products to meet the growing demands of the construction industry. However, they face the problem that the raw materials, especially binders and fillers, are often of variable quality and contain debris. Besides that, there are major logistical challenges to guarantee the operation of the plant. These are, in particular, the long transport routes resulting in extended delivery times. Consequentially there is the need for larger storage facilities due to higher quantity requirements of these raw materials.
3 Implementation of the project
3.1 The general outline of the plant
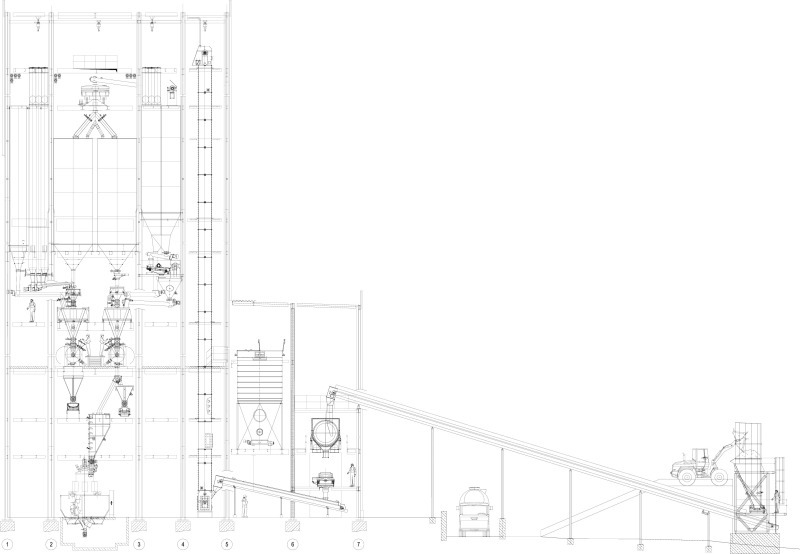
The fundamental principle of the plant is the known mixing tower. Inside the tower, there are 16 silos for the major components and 16 silos for the additives. In the first extension stage of the plant, the weighing of the raw materials is carried out on two main component scales, two additive scales and one volumetric metering device for lightweight materials. Moreover, it also includes a fibre scale as well as a manual feeding system. The effective volume of the mixer is 1700 litres, which, depending on the bulk density of the product, delivers an output of 30 t/h to 50 t/h (Fig. 1).
3.2 Energy efficiency
Taking into consideration the principles of energy efficiency results in the mixing tower design configuration. The raw materials are transported in storage silos and subsequently go through the entire plant from the top down. Under this construction principle, the consecutive material uplifting is largely avoided resulting in a lower energy requirement. Using this kind of tower construction principle, the installation height of the silos reaches a 20 to 25 m mark.
In addition to the mixing tower principle, energy efficiency is achieved through a combination of individual actions that add up to relevant energy savings. These energy saving measures can be found throughout the entire plant. Moreover, they must go along with user friendliness and flexibility of production. Some examples of energy saving measures that have been implemented in the plant are:
The raw sand is stored in a covered facility designed for a production volume of about four days. During this time, the stored sand is “pre-dried”, as the water drains down through the sand and runs off through the slight slope of the concrete floor. At the same time, the roof above the storage area guarantees that no additional water can pass through precipitation on the storage facility. This would cause an increase of the amount of water to be evaporated with the dryer. More important is this measure in winter, because it prevents snow falling on the raw sand. This snow will need to be defrosted in the dryer, turning it into water, that can later be evaporated. To evaporate only 1 kg of water with an inlet temperature of 0 °C an additional 0.11 kW are needed when compared to the energy needed to evaporate the same amount of water starting at room temperature. This translates into a dramatic increase of the amount of energy needed for drying sand and simultaneously in a decrease of the capacity of the dryer.
The sand fractions are distributed into the weighing hoppers with a sand dosing system. This system consists of a pneumatic slide gate and a butterfly valve, and replaces the need for a screw conveyor. This results in an especially high economisation effect in comparison to sand dosing with screw conveyors, which requires very high drive power. This alone saves up to 22 kW of installed power for each sand fraction, depending on the design of the conveyor.
The filter model series, constructed by AML and in use for the last 15 years, distinguish themselves with their exceptionally low-pressure difference during several years of operation time. This is reached through the use of an upstream mechanical separation system integrated into the filter casings and, furthermore, through the use of high-efficiency compact filter elements. This ensures that the AML dedusting equipment works at a differential pressure of 10-12 mbar and therefore a reduction of the fan drive power up to 50 %.
The whole compressed air supply of the plant works with frequency controlled compressors. This benefits the durability of the plant, but even more, the energy consumption in part-load range operation.
3.3 Sand plant
The sand plant has special features to accommodate not only customer wishes but also the particular climatic environment. The design of the wet sand hopper is strongly influenced by the geographic location of the plant and the aforementioned climatic conditions. In spite of the continental climate the region shows a high temperature variation (ΔT = 75 °C). The winter can last up to 6 months and reach temperatures as low as -40 °C. Due to this AML not only decided to use the time-proven discharging aids but also designed a trace heating system to guarantee a smooth and reliable transport of the wet sand, even during the Russian winter.
The wet sand hopper consists of two chambers as a result of using raw sands from different sources. This way, the frequency-controlled discharge conveyors can premix the raw sands according to the production requirements. In addition to the improved product quality this also results in an equalisation of the fluctuating qualities of the raw materials and, furthermore, in a faster reactivity to current filling levels.
The dryer-cooler is followed by a policing screen, which eliminates the oversize grains as well as any foreign bodies. This not only protects the following equipment, but also relieves them of any unnecessary loads.
The screen for separating the sand fractions has been chosen deliberately for its compact design. Centring it right on top of the lowered sand silos results in savings not only of tower height but also of conveying height and required power.
3.4 Screening of binders and fillers
One of the biggest challenges for the Russian producers of dry building materials is the large fluctuation in quality of the raw materials and the large amount of included foreign bodies. AML Anlagentechnik GmbH & Co. KG was able to solve this problem with the help of appropriate machine technology. For each raw material, a policing screen is located before the main weighing hoppers. Continuously loaded by screw conveyors, each one of the screens eliminates all debris from the raw material. Freed from any foreign bodies and unwanted oversized grains, the raw materials are stored in technological hoppers and afterwards dosed into the main weighing hopper via screw conveyors. The use of this method is indispensable for the production of finer products like fillers, grout and adhesives.
These measurements guarantee a constant product quality and minimize the potential risk of complaints. Only a few oversized grains in a bag of tile adhesive results in product recall of the entire delivery.
3.5 Dosing of additives and fibres
It is commonly known that the most important demand in additive dosage is “Accuracy, accuracy, accuracy!” However, it is always presumed that the speed of the process is fast enough. On the one hand, the additive dosing systems dictate the production output of the entire drymix mortar plant with their dosing efficiency. On the other hand, their dosing accuracy significantly determinates the quality of every product. To achieve both AML Anlagentechnik GmbH & Co. KG uses additive dosing screw conveyors with the standardised diameter of 139 mm and an additional high precision dosing unit. The high precision unit, a screw conveyor with a diameter of 50 mm, is responsible for the accurate dosing of the last 10-15 % of the required additive amount as specified in the mixing recipe. The dosing accuracy is highly increased by the standardised use of frequency converters and the additional high precision dosing unit. In spite of the high production output dosing accuracies of a few grams are still reached. A control system with adaptive dosing logarithms, e.g. an automated dosing lag correction, should be seen as state of the art.
3.6 Fibre dosing
The fibre material is stored in silos with high-angled cones and the necessary discharge aids to reduce the side and inner friction. Additionally the cones are equipped with an integrated agitator to guarantee an optimized flow into the subsequent fibre screw conveyor. As a matter of course, the storage and dosing, as well as the weighing and transport, are custom-made for each fibre material. It became apparent that the different fibre types have highly different flow and storage characteristics. Therefore the selection of the right system is of essential importance. In this case, the dosing goes into a separately installed fibre-weighing hopper. A pneumatic conveyor with a combined suction-pressure-system carries out the filling of the mixer.
3.7 Extension with second mixing line
With its future orientated design, this plant can be upgraded with a second mixing line. With this extension, the customer is not only able to double the plant output but also to increase the quality of the products immensely through separation of grey and white products. This way of increasing the production capacity, namely through optimising the use of the equipment on the one hand, and a compact plant design on the other, is not only energetically efficient but also optimises the investment.
3.8 Plant control
The complete mixing plant has a control system which automates and documents all processes. The centrally placed Siemens PLC uses decentralized control cabinets connected via bus system. All production data is saved on a server and is easily accessible when needed. The user access to the control system, the data and the parameters is carried out through corresponding access authorisations in order to avoid misuse. For a modern production plant such a control system is an unavoidable tool of quality assurance. In the case of maintenance or other special situations, the plant can be operated in a semi-automatic or even manual mode. Maintenance modules, for example drive unit run-times, assist the operator and therefore ensure the functionality of the plant. Furthermore, it is a key parameter in maintaining the low energy consumption of the plant.
4 Summary
In close cooperation with the customer, AML Anlagentechnik GmbH & Co.KG fulfilled all additional constructional and procedural-related requirements that exceeded the ordinary mixing tower design. The result is a highly flexible production plant for a vast variety of products. Alongside the basic engineering AML also handled the detail engineering for the electrical cable routes, the pneumatic conveying lines, compressed air pipes and the complete project work in the country’s language.
This project shows the ability to combine the standards with special purpose solutions and the customer-orientated project work. The described plant is currently being assembled. The commission will start this fall.
Some of the described methods are based on a vast experience and detailed examination. Never-theless, many measures are partially trivial and basic. That may be the reason why they are sometimes not even taken into consideration, but this can easily increase operational costs into a double-digit percent range.
//www.aml-anlagentechnik.de" target="_blank" >www.aml-anlagentechnik.de:www.aml-anlagentechnik.de