Industrial application of system integration updated technology for a large-scale raw material vertical roller mill



In this paper, a system integration updated technology for a large-scale raw material vertical roller mill is introduced, which was developed originally by the Tianjin Cement Industry Institute (the following is abbreviated as TCDRI). Secondly, concerning the technology updated project of the TRM53.4 raw material vertical roller mill owned by YongDeng Qilianshan Cement Ltd. Co., the industry application scheme adopted in this project is presented, and the practical application effects are studied in detail, which show that this technology can increase the production of the raw material vertical mill system by 5~10%, and reduce the system power consumption by 1.91 kWh/t and save 2.1 million Yuan a year, proving good energy saving and a cost reducing result. Finally, a conclusion is drawn that the system integration updated technology for a vertical roller mill has a good industry application result.
1 Introduction
The vertical roller mill, also called vertical mill, which is widely used in the modern cement industry because it has high grinding efficiency, strong drying capacity and simple system configuration. At present, the vertical roller mill is used as the main equipment in more than 90% of the cement raw material grinding process, more than 50% of the cement grinding process and more than 50% of the slag grinding process [1-3]. Due to the high power consumption of grinding (it accounts for about 70% of the power consumption of cement production) [4], in recent years, the vertical roller mill has been developing in large-scale and saving power consumption. The modified method of the vertical mill’s consumption saving is currently focused on the mill’s own structure optimization, such as reducing the dam ring height, reducing the cyclone column height and controlling the system air leakage [5, 6]. However, an integrated technology for saving power consumption of the vertical mill system and its industrial application effect on a large size raw material vertical mill system are studied in this paper.
2 The integrated technology for saving power consumption in a vertical mill system
The integrated technology is composed of new technical measures such as the low-resistance and high-efficiency U-shaped classifier blade technology of TCDRI, the vertical mill middle shell wind adjustment technology, the low-resistance nozzle ring to stabilize the material layer and the large volute low-resistance cyclone. Applying these technologies can remarkably reduce the power consumption modification of the vertical mill system.
2.1 The U-shaped classifier moving blade technology
The U-shaped blade is a new type of classifier blade invented by TCDRI, which is based on the CFD theoretical analysis of various common blades on the market. It was invented after fully analyzing the classifying area flow field characteristics of common classifiers. The CFD theoretical simulation calculation results show that compared with the original straight blades, the U-shaped blades reduce the resistance by 30%, improve the classifying efficiency by 9.13%, and reduce the vertical mill cycle load by 312% under the same working conditions. In addition, through adjusting the outer wing angle of the U-shaped blade, the classifying efficiency of different size particles can be adjusted, so that the product particle size distribution can be controlled effectively [7, 8].
The U-Shaped blades classifier includes the following two types: L-U (straight guide vanes and U-shaped blades) and N-U (N-shaped guide vanes and U-shaped blades). Under the same working conditions, the test result of the TCDRI shows that the N-U classifier has obvious advantages over the common straight guide vanes and blades classifier. Compared with the common straight classifier, the resistance of the N-U classifier is reduced by 26% and the power consumption is reduced by 12.4%. However, the product specific surface area of the L-U classifier is increased by 27.6% and that of the N-U classifier is increased by 32.1%. Compared with the traditional classifier, the R45 of the L-U classifier is increased by 0.70% and that of the N-U classifier is reduced by 2.8%. Compared with the traditional classifier, the particle size distribution n value of the L-U classifier is reduced by 7.7% and that of the N-U classifier is reduced by 8.2% [9].
2.2 The vertical mill middle shell wind adjustment technology
The vertical mill middle shell wind adjustment technology is also a patent technology, the Patent No. is ZL201420764714.5. Applying middle shell air volume adjustment technology can solve the contradiction between classifying air volume and grinding air volume, so as to reduce the air volume through the nozzle ring as much as possible while ensuring the drying effect and fine particles uplifting. The classifying air volume can be adjusted by the middle shell wind, which can not only reduce the resistance of the nozzle ring, but also reduce the amount of unqualified coarse particles entering the classifier as much as possible. By this means, the classifying efficiency can be improved, so that the amount of fine particles returned by the classifier is reduced and the material layer stability is improved. And finally, the grinding efficiency can be increased and the power consumption can be reduced. TCDRI CFD simulation results show that the mill resistance decreases by 21.4% when the middle shell air volume accounts for 15% of the mill air volume and the mill resistance decreases by 31.2% when the middle shell air volume accounts for 20% of the mill air volume under the same working conditions.
2.3 The wedge cover gradient nozzle ring technology
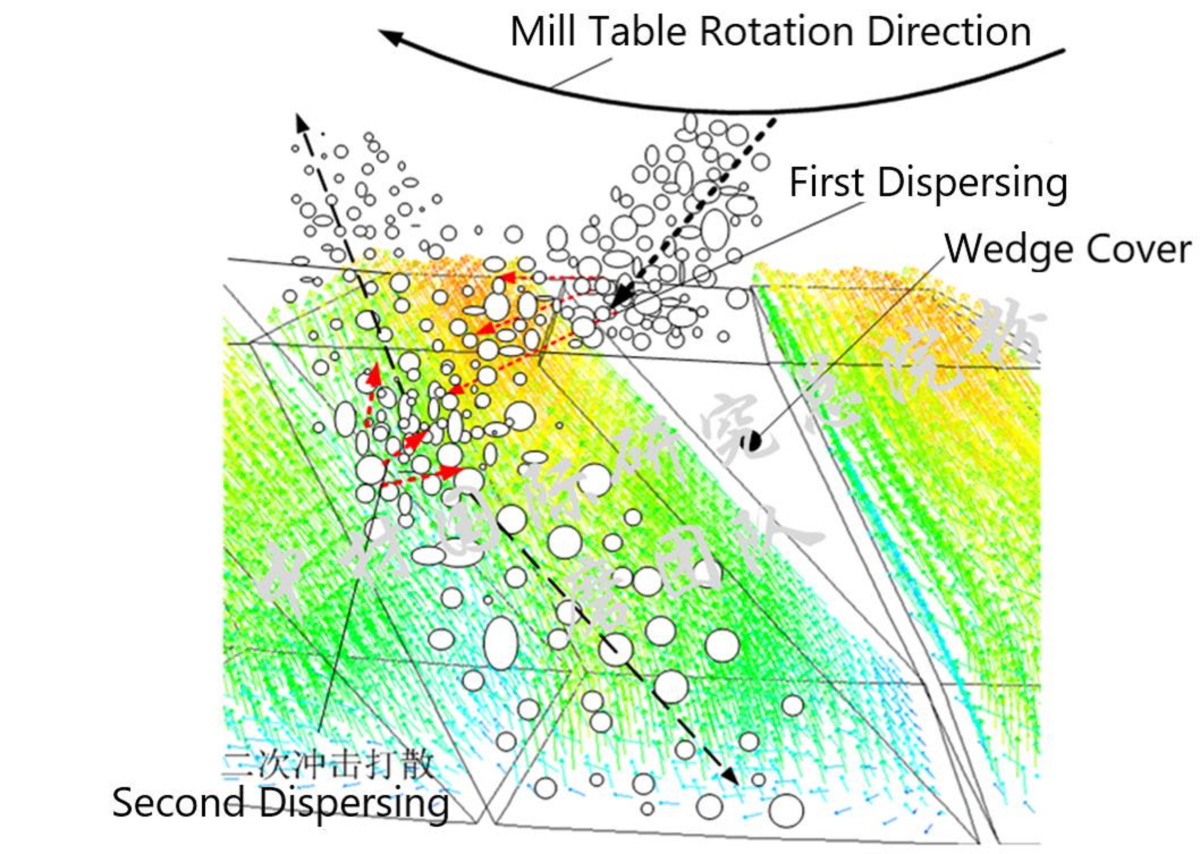
Figure 3 and Figure 4 show the working principle of the wedge cover gradient nozzle ring technology (Pa-tent No. ZL201610599316.6). The material flow falling into the wind ring from the mill table edge moves along the dotted line shown in Figure 4, and then the first and second dispersion occurs in sequence under the impacts respectively from the top level plate and the wind guide side plate of the wedge-shaped cover nozzle ring. This effect prevents the material entering the inside of the nozzle ring from agglomerating during the falling process, thereby reducing the nozzle ring wind velocity. In addition, two impacts make the material more dispersed, which makes the fine particles easier to separate from the bulk materials and reduces the amount of fine particles in the materials returning to the mill. The lower wind velocity reduces the possibility of coarse particles entering the classifier, which is beneficial to improve the classifying efficiency and reduces the amount of fine particles returned by the classifier. Furthermore, the material layer is stabilized and the grinding efficiency is improved.
3 Industrial application of integrated technology to reduce the power consumption of vertical mills
The third production line of YongDeng Qilianshan Cement Co., Ltd. was updated and put into production in 2010, the raw material mill of which is the TRM53.4 vertical mill. The vertical mill output is 500t/h and the product R80μm is 12%. The vertical mill system has defects such as a large mill pressure difference and a high system negative pressure. Although the mill output is high, its system power consumption is as high as 17.05 kWh/t. After modifying the raw material vertical mill system through the integrated technology in this paper, the resistance of mill, duct, cyclone and other components in the system is reduced, the classifying efficiency is increased and the material layer stability is improved. Eventually, the power consumption of the circulating fan and mill motor is greatly reduced.
3.1 The integrated technology modified scheme
(1) The original classifier is replaced with the new type classifier NU5832: The original air outlet, motor and reducer are retained, and the rotor (including blades), guide vanes, casing, lower cone, and feed pipe are replaced.
(2) The wind balance device of the mill middle shell is added: Two ducts of Φ1000 × 6 × 4500 mm are added to the vertical mill middle shell and each air duct is equipped with an electric shutter valve (the specification is DN1000, the pressure is 0.05 MPa, the wind speed is 40 m/s, the dust concentration is 40g/m3 and the temperature is 250° C).
(3) The new wedge-shaped cover nozzle ring is added to the vertical mill.
(4) The cyclone is updated: The original cyclone volute case is extended upward 0.6 m, the inner duct diameter is increased from 2.25 m to 2.5 m and the inner duct height is increased from 2.08 m to 2.4 m.
3.2 The application effect of the grinding system integrating technology updated scheme
Under the requirement that the output is 252 610 t and the cumulative operating time is 488 h, the modified grinding system is evaluated. The modified mill output is 517.6 t/h, which is 17 t/h more than the original mill output (500 t/h), increasing by 5%~10%. After technology modification, the mill main motor current is reduced from about 210A to 198A, the negative pressure at the mill outlet drops from about 10500 Pa to 8500 Pa, the cyclone resistance drops from 2800~3000Pa to about 1000Pa, and the fan inlet pressure drops from 14000Pa to about 10000Pa. The circulating fan motor current is 245-250A, which is about 27A lower than the original current (270-280A), reducing by about 10%.
3.2.1 The effect of reducing power consumption after technology modification
As shown in Table 1, the average power consumption of the mill and fan after technology modification is 14.14 kWh/t, which is 1.52 kWh/t lower than the average power consumption of 15.66 kWh/t before modification. In addition, the average power consumption of the auxiliary equipment after technology modification is 1.0 kWh/t, which is 0.39 kWh/t lower than the average power consumption of 1.39 kWh/t before modification. Comprehensively considering the current changes of the circulating fan and mill motor in the system, it can be found that the power consumption of the vertical mill and fan is reduced significantly. In the end, the average power consumption of the entire system after technology modification is 15.14 kWh/t, which is 1.91 kWh/t lower than the average power consumption of 17.05 kWh/t before modification. The mill running state is very stable after technology modification. The product R80µm is 12.7% and the product R200µm is 1.4%, which fully meets the production requirements.
After technology modification, the system air volume decreases from 900 000 m3/h to 767789 m3/h, reducing by about 14.7%. And the fan pressure from 14000 Pa to about 10000 Pa, reducing by about 28.6%, which causes the fan efficiency point to shift to the inefficient area and the temperature difference between the inlet and outlet of the fan is 21° C. This problem causes the fan current not to decrease significantly, although the system resistance is greatly reduced.
If the modified system fan is updated to adapt to the new operating conditions, a rough calculation shows that the fan power consumption reduction is (900000×14000-800000×10000)/ 3600/1000/80%/517.6=3.1kWh/t when the fan efficiency is 80% and the output is 517.6 t/h. On this basis, coupled with the 0.51 kWh/t reduction of the vertical mill after modification, the whole grinding system power consumption will decrease by 3.1+0.51 = 3.6 kWh/t. The average system power consumption from April to August 2020 is 12.5 kWh/t after system fan is technically updated in March 2020. In contrast with 17.05 kWh/t system power consumption before system modified, system power consumption is decreased by 4.6 kWh/t.
In summary, the comprehensive technology updating for the vertical mill system has a significant effect, which shows that the integrated application of the U-shaped blade classifier technology, the vertical mill middle shell wind adjustment technology, and the wedge cover gradient nozzle ring technology has great technical advantages. This kind of comprehensive technology modification provides a good solution for the technical upgrade of the large-scale vertical roller mill system.
3.2.2 Economic benefits evaluation
According to the production data after the technology update, the annual output of the raw material products for this production line is 2.7million t. The average local electricity price without tax is 0.40 yuan/kWh and the power consumption saving of the whole grinding system is 1.91 kWh/t, so the production line can save about RMB 3.61 million yuan in electricity costs every year.
4 Conclusion
(1) After comprehensive technology modification, the mill resistance is reduced by about 2000 Pa, the whole grinding system resistance is reduced by about 4000 Pa, the system output is increased by 5~10%, the mill power consumption is reduced by 0.51 kWh/t, the fan power consumption is reduced by 1.01 kWh/t, and the power consumption of whole grinding system is reduced by 1.91 kWh/t. After the system fan is updated, the power consumption saving of the whole grinding system is 4.6 kWh/t. In the end, the production line can save about RMB 2.1 million in electricity costs every year.
(2) After comprehensive technology modification, the system air volume is reduced by 14.7% and the system resistance is reduced by 26~29%, which results in the deviation of the fan efficiency point. In order to prevent the fan efficiency from deviating, the fan can be modified at the same time as the system comprehensive technology modification.
(3) The comprehensive technology modification of the vertical mill system has a significant effect, which shows that the integrated application of the U-shaped blade classifier technology, the vertical mill middle shell wind adjustment technology, and the wedge cover gradient nozzle ring technology has great technical advantages. This kind of comprehensive technology modification provides a good solution for the technical upgrade of the large-scale vertical roller mill system.