Introducing activated clays on an industrial scale
Tough market conditions make it desirable for many cement producers to reduce the clinker factor and Supplementary Cementitious Materials (SCMs) such as fly ash. Activated clays can be a sustainable and cost-effective substitute. With the introduction of polysius activated clay technology, thyssenkrupp decisively improves the industrial use of clay as an SCM. The technology supports the use of alternative fuels and puts an end to the infamous terracotta-colouring of calcined clay cement.
On the way to the polysius green cement plant
polysius activated clay is part of a broad-based initiative. The cement plant manufacturer thyssenkrupp is in the process of developing a fully green and digital cement plant for a more sustainable yet economical cement production. polysius is thyssenkrupp’s product family brand for the cement industry, valued for its reliability and cutting-edge technology. The vision of the polysius green cement plant is supported by the #grey2green initiative.
The technologies associated with the polysius green cement plant are gradually being brought to market maturity. They reduce the use of raw materials, water, fuels, coal and gas, as well as the impact of NOx, NH3, CO, CO2 and most other organic compounds.
Several of thyssenkrupp’s green technologies have already found their way into tangible products. One of these is the polysius activated clay technology. Activated clay as a partial substitute for clinker means less CO2, less energy costs and increased production with good potential for comparable quality features. Thyssenkrupp offer cement producers a complete solution for the conversion of a plant to significantly higher activated clay rates.
How activated clays have become more interesting
The calcination of clay has been extensively researched in the last 10 to 15 years. In some countries, such as Brazil, cement compositions with calcined clay have been in use for decades, e.g. for dam construction. However, recent developments have led to an increased focus on clay. As cement producers in many countries are increasingly interested in this low-cost, environmentally friendly SCM, the polysius activated clay technology may come at just the right time.
The underlying market drivers depend on regional factors. In countries where limestone is scarce, clinker limestone and clinker imports are a financial burden. Where coal-fired power plants or blast furnaces are shut down, thyssenkrupp see a decline in supply of conventional SCMs such as fly ash or slag. Moreover, many cement producers are facing price pressure due to overcapacities.
Under such conditions it can be economically sensible to reduce the clinker factor. The fuel costs for clinker production are rising, even for some substitute fuels. In addition, in many countries emission taxes have either already been levied or will soon be introduced. Less clinker means less CO2 emissions.
Cement producers need an alternative that is both cost-effective and enables them to maintain cement quality. By relying on low-cost locally mined clay, they can increase their margins and gain more independence from supply markets for scarce and costly raw materials.
A note on terminology
With regard to the desired effect, the term “clay activation” is preferred to “clay calcination”, as a certain temperature window must be reached in the process. In this window a meta-phase of kaolin can form as an active SCM, so that the material will make a positive contribution to the final cementitious product. While a minimum temperature is required for the reaction, a (prolonged) excessive temperature will again deactivate and burn the clay material. While there are different technical solutions with specific pros and cons in the CAPEX and OPEX distribution, some are also more favourable with respect to a good activation, while others have certain disadvantages.
Saving costs, reducing emissions
polysius activated clay consists of technology and processes that allow cement producers to reduce the clinker factor down to 50%. Substituting clinker with activated clay has a positive impact on the costs and sustainability of cement production. Clay as SCM makes the cement more carbon neutral and improves its quality. Plant owners can lower their CAPEX for raw material preparation, and they can reduce both their CAPEX and OPEX in pyroprocessing and grinding.
Activated clay causes about 75% less CO2 per tonne than clinker. Standard cement production emits 790 kg CO2 per tonne of clinker, mainly from CO2 in limestone. With activated clay only approx. 180 kg CO2 per tonne are emitted, which come exclusively from pyroprocessing.
Clay reduces energy costs by up to 40%: It is activated at below 900 °C instead of 1450 °C, and depending on the chosen technology, the retention times can be drastically reduced compared to clinker production.
Good properties, good prospects
With polysius activated clay, the cement plant is ready for future low-carbon cement types. Such composite cements have good market potential in many regions. Well-made activated clay cements show a high performance because metakaolinite, the most important constituent in activated clay, has a beneficial impact on cement quality. 2-day strength is similar to limestone cement and 28-day strength similar to or superior to ordinary Portland cement.
polysius® activated clay also increases the output of a plant. thyssenkrupp Industrial Solutions AG has dozens of successful references because the technology is already in use at cement plants all over the world. There are ongoing projects in the United States, Africa and Europe.
The use of alternative fuels, better cement colour
The thyssen engineers have achieved two technical breakthroughs. They were able to remedy shortcomings that had previously restricted the industrial use of activated clay.
For one thing, all types of fuel, from conventional to coarse, low-quality substitute fuels can be used. This in turn lowers fossil CO2 emissions and fuel costs.
Secondly, the engineers have succeeded in removing the unpopular terracotta colouring that cements with calcined clay have suffered from in the past. Even with some difficult raw material components (e.g. iron oxide), the customers can achieve a grey product, if desired.
One-stop solution for raw material changeover
thyssenkrupp Industrial Solutions AG is a long-term technology partner of the cement industry and one of the few international full-line suppliers. In the field of activated clay technology, the company offer cement producers comprehensive support in the areas of consulting, project development, implementation and operation. This includes:
Basic analytics & project development with raw material examination, trial production, mortar tests and a business case calculation
Planning & execution, ranging from EP to EPCM to EPC projects
Operation & maintenance from assisted start up to full operation and maintenance
Product portfolio & sales support with high-performance machine technologies and processes, supplemented by warranties regarding substitution rate and/or product performance
From geology to a promising business case
What makes the large-scale use of activated clay a viable business case for a cement producer? Many aspects must be considered. First, the thyssen experts look for clay sources. There is a wealth of geological formations worldwide that contain potentially usable clay, both from sedimentary deposits and from weathered rocks. Often enough there are already mining facilities at limestone deposits, aggregate quarries or kaolin mines. This could indicate easy access and a good probability of finding suitable material.
If a promising deposit is found, it must be determined whether it is within a reasonable distance from the processing facility and of an adequate size to supply a 200 t/d plant at the minimum. A representative material sample has to be obtained, which is no easy task in the case of heterogenous material.
Once availability is assured, the next step is to assess the marketability of potential final products. Ternary blends, such as Limestone Calcined Clay Cement (LC3), are not yet standardised in many markets. However, even if no norms have been introduced, there may still be options to get a permit.
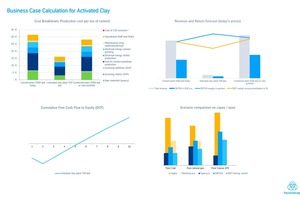
Finally, a business case is modelled as the basis for the investment decision. The project-relevant parameters include the cost of clinker, fuels and electricity as well as the current supply of other additives.
Putting clay and cement to the test
thyssenkrupp provides comprehensive testing procedures and facilities. In a R&D centre, both the clay and cement produced from it are subjected to a series of trials. More than 30 different materials have been tested for initial feasibility and processing properties and activated in a muffle furnace, often followed by activation tests in a proprietary pilot (50 kg/hr) or semi-industrial (500 kg/hr) facility. Finally, the activated clay cement will be put to mortar testing in order to examine composition variation, workability, water demand, compressive strength and colour.
Technology choice, plant design, execution and operation
There are two possible basic plant setups for the processing of clay. Since both equipment variants have their advantages and disadvantages, the plant manufacturer provides detailed advice to interested plant owners. The decision depends on the individual weighting of a range of criteria.
Option #1: rotary kiln and cooler plant
A strong argument for this variant is that it can be retrofitted in a relatively simple way by converting an existing installation. The electrical energy demand is also relatively low while the fuel consumption is comparatively high. The choice of feed material and the clay quality require increased attention, as lumpy feed material and pure clays are preferred. Compared to option #2, this process configuration achieves a lower throughput. The control of the activation temperature and the material colouring is demanding, and product quality may be inconsistent.
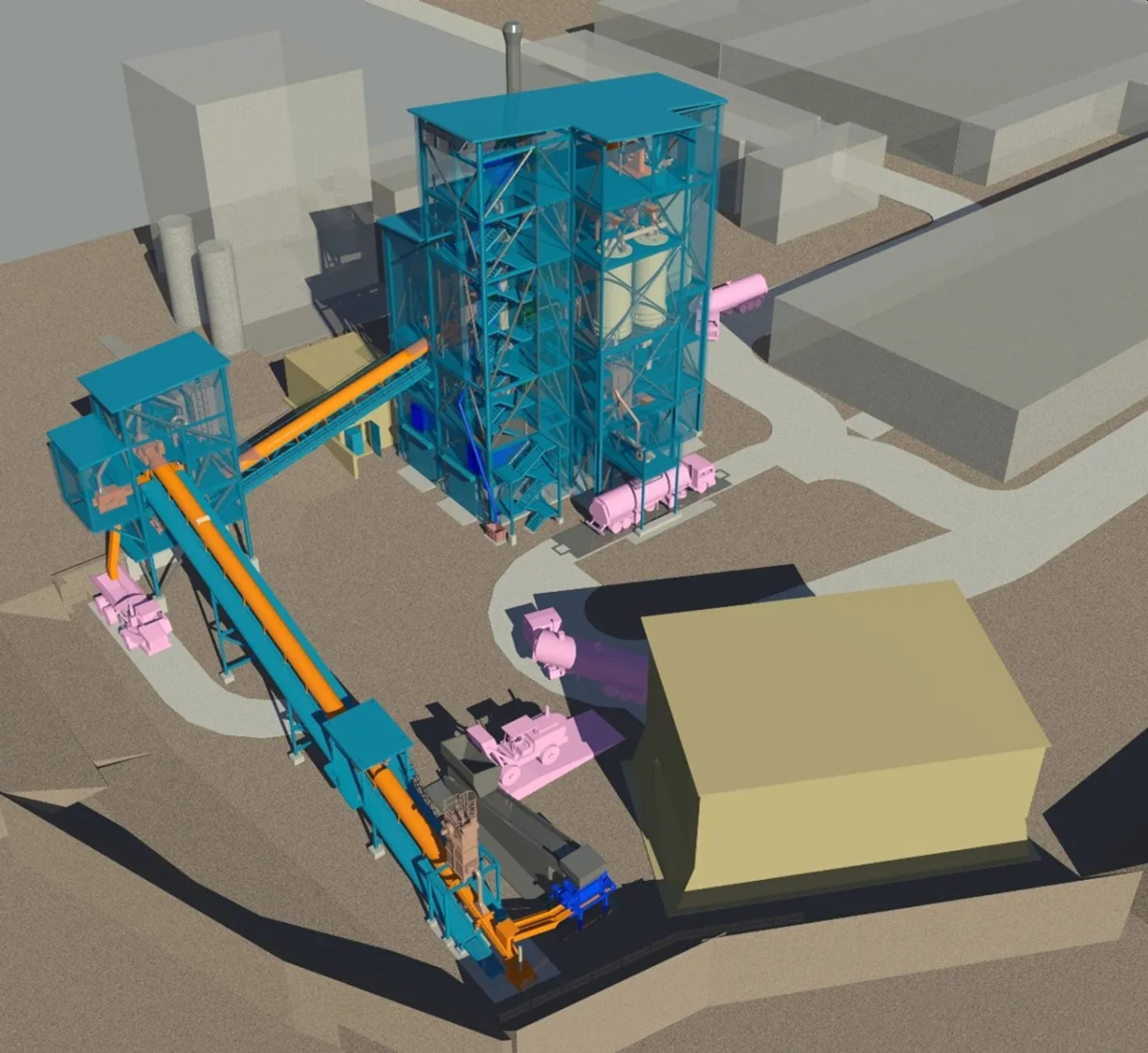
Option #2: flash dryer, calciner and cooler
This process configuration reaches a high throughput. Mixed clay minerals can be used. Maximum reactivity is achieved, leading to maximum clinker substitution rates and highest product quality. Our machine technology is designed for fine materials and prevents dusting issues. Fuel consumption is lower than with option #1 and the operator can use high rates of substitute fuels. A mill for raw material preparation is required. Overall, the set-up with flash dryer, calciner and cooler represents a larger structure and has a higher electrical demand.
Benefits of flash calcination
The technically superior approach is flash calcination, especially in the case of mixed clays. Compared to clinker burning, the calcination reaction of clay does not necessarily need a long retention time. The undesired reactions of mullite formation and sintering are taking place much slower than the desired dihydroxylation reaction. Finally, flash calcination can have a positive effect on the cement’s workability.
Conclusion
Using activated clay as SCM and reducing the clinker factor combines economic and ecological advantages. If cement producers can leverage the potential of activated clay, they will profit from a good competitive position and a short payback period. thyssenkrupp’s polysius activated clay is a one stop-solution that includes technology, process know-how and comprehensive services.