Modernising the annular shaft kiln with wood-fired side burners



An annular shaft kiln at the Unicalce Lecco/Italy site was upgraded with six side burners. Prior to the retrofit, biomass feeding to the combustion chambers was limited due to high combustion temperatures, which damage the refractory lining. With the addition of the six side burners, lime quality improved greatly, while biomass input was increased by 27% without increasing NOx emissions.
1 Annular shaft kilns
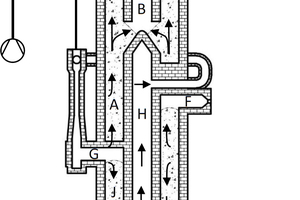
Annular shaft kilns were developed in the 1970s to produce soft-burned lime in a single shaft kiln. To achieve this, a co-current burning zone is established in the lower part of the kiln. Compared with a Parallel Flow Regenerative (PFR) kiln, the shaft geometry is much more complex. This can be seen in Figure 1.
This figure also illustrates the gas flow in the annular shaft kiln. Limestone is fed into the shaft from the top. In the pre-heating zone, the limestone is heated up with part of the counter-current combustion gases (A). The other part of the combustion gases flows through the upper inner cylinder (B) and a recuperator (C) to heat up the driving air for the lower level combustion chambers. It exits the recuperator, mixes with the combustion gases which flow through the pre-heating zone (D) and finally exits through the chimney (E). In the upper combustion chambers (F), fuel and air are mixed, combusted and flow upwards through the limestone bed towards the pre-heating zone (D).
The combustion air for the lower combustion chambers (G) is partially made up of the pre-heated driving air which exits the recuperator (C) and partially the cooling air. The driving air creates a low vacuum, which sucks part of the cooling air flow from the cooling zone (K) into the middle inner cylinder (H). Due to this vacuum, combustion gases partly flow downwards from the lower combustion chambers to the lower end of the middle inner cylinder. This creates a co-current burning zone (J), which is necessary for producing high-reactive lime.
In the cooling zone (K), the lime is cooled down to reach acceptable temperatures for handling and storage.
1.1 Heat distribution in annular shaft kilns
Compared with the Maerz PFR or HPS kiln design, the heat distribution mechanism in an annular shaft kiln is different. In PFR and HPS kilns, heat distribution is controlled by the selection of the number of fuel lances and side burners respectively. Additionally, the fuel flow of each lance can be regulated, e.g. with different sized nozzles or rotary valves, installed in the fuel feeding system. Different stone size distribution and gas flow effects can thus be compensated to achieve optimal heat distribution. In contrast, in an annular shaft kiln, each individual fuel injection point has to be designed as a refractory-lined combustion chamber. This is very cost-intensive. Moreover, the number of fuel injection points is limited since the combustion chambers are much larger than fuel lances and thus impede the material flow. Due to the staggered arrangement of the combustion chambers on two levels, a good heat distribution is nevertheless achieved.
1.2 Biomass usage in combustion chambers
Due to the high gas prices in the 1990s, Unicalce decided to replace some of the fuel used in their annular shaft kiln with biomass. Therefore, a system to feed biomass directly into the combustion chambers was installed.
The use of biomass in the combustion chambers has two undesired consequences. First, the NOx concentration increases, due to the nitrogen content in the biomass. Since there is a statutory limit for NOx concentration, the use of biomass is limited by the maximum NOx emission value permitted. Even though not all of the nitrogen contained in the biomass is released, with a lower nitrogen content, higher conversion factors from nitrogen to NOx are reported [1]. This means that even a reduction of nitrogen in the biomass will not lead to a significant reduction in NOx emissions. Therefore, the only way to reduce NOx emissions, is by reducing oxygen availability at the combustion site.
Secondly, the combustion of solid fuels such as biomass in the combustion chambers results in locally very high temperatures. This leads to an increased wear of the refractory material and thus to increased maintenance requirements. Furthermore, biomass residues deposit on the refractory lining of the combustion chamber, which leads to additional refractory wear.
2 Side burners: a proven solution for shaft kilns
Side burners are burners that inject fuel and air at a set location into a shaft kiln. The fuel to oxygen ratio can be freely chosen. The burners are installed radially through the kiln refractory. To prevent the burner tube from burning off, the burners are cooled, preferably with a water cooling system. Such side burners are installed in all Maerz single shaft (HPS) kilns and have proved their durability and ease of maintenance.
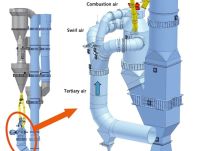
Maerz invented and engineered a system to use side burners in annular shaft kilns (Patent No EP2180280B1). At Unicalce Lecco, side burners were installed for the first time in an annular shaft kiln to improve heat distribution and increase biomass utilisation. Six side burners were installed between the upper six combustion chambers. The lead picture shows the annular shaft kiln with side burners installed. The side burners operate with biomass only. The newly installed burners address the aforementioned downturns of annular shaft kilns:
The biomass or any other solid fuel share of the total heat input can be increased with the new side burners because there will be no damage to the refractory lining.
Additionally, the NOx concentration, resulting from biomass utilisation, can be better controlled by regulating the excess air factors of the burners.
Lime quality can be improved, by increasing the number of fuel injection points, with little additional impediment to the lime flow.
3 Successful commissioning
In June 2020 Maerz Ofenbau and Unicalce successfully commissioned a water-cooled biomass fired side burner system for their 500 t/d annular shaft kiln. Excellent planning allowed commissioning to be carried out successfully during the Corona crisis with Maerz remote support. Thanks to the simple yet very robust design of the side burners, the insertion of the burners was completed without cooling down or even emptying the kiln.
4 Better quality, less emissions
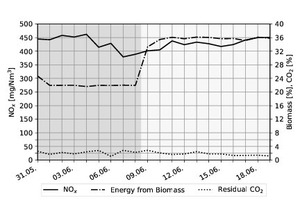
After commissioning, the kiln switched to production mode with side burners on 8 June 2020, with the previous production rate of 380 t/d. The heat consumption remained unchanged. As Figure 2 shows, the biomass share of the total energy input increased from 22 to over 32%. 50% of the additional biomass went into the side burners and the other 50% was used in the combustion chambers. Despite the higher biomass input, the NOx emissions remain unchanged and below the legal limit of 500 mg/Nm3.
The lime quality improvement using side burners is clearly visible. While using only the conventional combustion chambers, the lime had 2.2% residual CO2. After starting side burner operation, the residual CO2 dropped to as low as 1.2% on 19 June, without any change in heat input. The first few unchanged CO2 values after the start of side burner operation can be explained with the need to heat up the respective areas in the kiln. In the first two months of operation, the lime quality stabilised at around 1.75% residual CO2 which confirms the findings of the first ten days. Heat distribution in annular shaft kilns can evidently be improved by installing side burners between the combustion chambers. Due to the successful operation, Unicalce decided to test additional side burners on the lower combustion chamber level.
The results show that side burners in an annular shaft kiln allow using a higher proportion of renewable energy sources without increasing undesirable NOx emissions. As an additional benefit, better lime quality can be achieved. Side burners in annular shaft kilns will help reduce fuel and CO2 emission allowance costs. The investment costs for modernising an annular shaft kiln with side burners are very low compared with those of a new kiln.