Multi-functional polymers for increased gypsum board production efficiency
With the increase of costs, there is a rising need for energy and water reduction in gypsum board production and the use of highly effective water reducing additives are state of the art. Extremely efficient liquefiers are based on PCE technology. During the past twenty years this technology was continuously developed further and tailored to the requirements of the gypsum industry. Today, specific solutions are available for all commonly used gypsum raw materials.
1 Introduction
Sustainability has been recognized in the construction industry in recent years, especially with respect to the consumption of energy and natural resources.
With the increase of costs, there is a rising need for energy and water reduction in gypsum board production and the use of highly effective water reducing additives are state of the art. The latest generation of dispersing agents are based on polycarboxylate ether (PCE) technology, where their polymer structure can be selectively modified to meet specific application requirements. The versatility of applications goes beyond water reduction and enables targeted optimization of the production process and increased quality of the finished gypsum board.
2 Background
Gypsum board consists of a hardened gypsum core surfaced with cardboard or other fibrous material. The success of gypsum board is supported by an efficient, highly automated and continuous production line process. A flowable slurry comprised of calcined gypsum, pre-generated foam, water and additives is mixed and placed between two sheets of cardboard thereby forming a sandwich structure. The gypsum core sets and hardens by rehydration of the calcined gypsum, before excess water is removed from the boards in the dryer.
A variety of liquid and solid additives are used during gypsum board production. An overview of the most relevant additive types added to the gypsum core is provided in [1]. Conventional dispersing agents – also known as superplasticizers – are used to reduce the amount of water required to obtain a free-flowing core slurry. Its viscosity must be low enough to flow evenly across the cardboard in the forming section of the production process and allow large air inclusions to rise. By reducing the excess water, the energy required for board drying can be reduced.
The latest generation of dispersing agents allow not only this, but also further optimization of the manufacturing process and the final gypsum board properties, however, this requires both the selection of the appropriate dispersing agent and the knowledge of its individual performance characteristics.
3 Polymer technology
Sulphonated naphthalene formaldehyde condensates (SNF) are still used in the majority of gypsum board plants. Polycarboxylate ethers (PCE) with significantly higher water reduction capabilities are increasingly used especially in regions with high energy prices or water scarcity. Before taking a closer look at PCE application during gypsum board production, their structure-performance relationship must be explained: PCE are polymers which are similar to a comb in shape. The backbone consists of a polycarboxylic acid (polycarboxylate) and the side chains of the comb are made of polyether chains. Similar to conventional plasticizers, PCE molecules adsorb on solid surfaces via polycarboxylic acid in the backbone, however side chains do not adsorb but extend into the aqueous solution and prevent the convergence of solid particles. This effect is known as dispersing through steric stabilisation.
By varying the polymer structure, their properties can be adjusted for each desired application [2]. The number and the length of side chains are flexible parameters and easy to change. In plaster slurry, a PCE with longer side chains and low side chain density can quickly adsorb, resulting in high dispersion forces, and thus the desired rheology [3].
Although greater water reduction can be achieved with PCE versus SNF, various undesirable properties can be caused by selecting an inappropriate polymer or disregarding certain potential interactions with other ingredients. For example, this could result in the formation of unstable, uncontrolled foam bubbles, gypsum set retardation or cardboard adhesion issues. However, the application experience has also shown that the PCE technology can provide far more performance advantages than pure water reduction.
4 Polymer application variety
Classical dispersant usage options in cement and gypsum based systems are:
1. Reduce water-binder ratio (w/b) in order to increase strength and durability at a given workability
2. Increase workability at a given w/b and strength
3. Save binder at a given w/b with additional benefits, e.g. lower shrinkage, creep, hydration heat, cost reduction
4. Combinations of 1-3
During gypsum board manufacture, dispersants are typically applied for:
1. Production cost reduction based on formulation cost and/or drying energy savings
2. Improved flowability of the binder slurry for more homogeneous gypsum core, less cavities, better board quality and thus, less claims
These typical and further application examples will be discussed as follows:
4.1 Gypsum raw material variety
Natural gypsum
Deposits of natural gypsum are formed geologically by crystallization from calcium sulphate-supersaturated seawater. Taking examples from China, there are more than 500 gypsum mines under exploitation. In 2015, China’s natural gypsum mining amount was about 32 million t. Subject to the shrinkage of mineral resources, increase of mining costs, increased utilization of gypsum by-product and other factors, it is estimated that the natural gypsum mining amount will continuously decrease. Today, natural gypsum is mainly applied in such fields as high-end gypsum putty, moulding plaster, high-end decorative panels, and it is applied in a low ratio in gypsum boards [4].
A major challenge during the application of PCE-based dispersing agents is their compatibility with varying gypsum raw materials, in particular with impurities, predominantly swelling clays. The purity of natural gypsum varies due to its origin. The type and amount of impurities depend on the source location of the quarry or mine, resulting in a unique binder composition. The presence of swelling clays could result in an incompatibility with the dispersant that would directly affect the workability.
When working with clay-contaminated gypsum, shorter side chains in PCE would provide a better dispersing power rather than PCE with longer side chains, but this will reduce the dispersing efficiency in non-contaminated raw materials [3, 5]. By specific combination of different polymers a more efficient dispersant with improved robustness against varying binder qualities can be achieved.
An effective and robust alternative to ‘pure’ PCE is the combined utilization of a PCE polymer (with long side chains and low side chain density) and a sacrificial agent to eliminate the negative influence of the clay minerals. Combinations of different polymers and/or combinations of polymers with other substances such as clay inhibitors, make it possible to exploit synergy effects, and thus produce better and more robust performing additives with improved cost-benefit ratio [2]. Nevertheless, more robust additive solutions are still less cost-efficient than dispersing solutions for gypsum sources without swelling clay contaminations.
Industrial gypsum by-products
Today, flue gas desulfurization (FGD) equipment is installed in coal-fired power stations all over the world, providing large amounts of FGD gypsum to the gypsum industry. For example in China, the FGD gypsum emission amount was about 71.3 million tons and the utilization rate was about 74 % in 2015 [4]. Nevertheless, fossil fuels are increasingly being replaced by alternative energy sources such as the sun, wind and water. Associated with this is the decline in the availability of FGD gypsum.
Further available industrial by-products are citro, titano and phosphogypsum. To allow for the utilization of phosphogypsum during gypsum board production, China has developed standards since 2006. In China’s phosphogypsum, the emission amount was about 80 million t and the annual utilization rate was about 33.3 % in 2015 [4].
Different dispersing agents have been tested in a technical plaster based on phosphorous and FGD gypsum for their suitability for use in the gypsum board manufacture. The results are provided in Table 1. The addition of 1.0 % SNF was required to reach the targeted slump flow. All tested PCE-based dispersants were much more effective, allowing for dosage reduction of 80 % and more. While PCE 1 resulted in a slight set-retardation of a few seconds, PCE 3 resulted in setting times comparable with SNF.
Further tests were conducted with reduced water-gypsum ratio (w/g) by 15 %. With 0.2 % PCE 3 at w/g=0.68 the same slump flow was reached as with 0.4 % SNF at w/g=0.80. The final setting time was in the same range (3 min 50 s vs. 3 min 35 s). This confirms, that PCE application allows not only for superplasticizer dosage reduction but also for significantly higher water reduction than SNF.
4.2 Setting time adjustment
For high gypsum board line speed and thus high production capacity utilization the use of high concentrations of gypsum-based ball mill accelerator (BMA) are common practice. Very low concentration of retarder, such as amino acid based Retardan-200 L, is required to “keep the mixer clean”. The combination of accelerator and retarder results in the desired “snap set” [1].
A major challenge for the first generation PCE (e.g. PCE 1 in Table 1) has been set-retardation which needed adjustment by increased accelerator dosage. It has been proven that this superplasticizer-induced retardation is caused by the obstruction of the dihydrate nucleation and crystal growth [6].
For the production of gypsum boards it is crucial that this side-effect is compensated by increased BMA dosage, since the setting performance determines the rate of production. Today PCE are available (such as PCE 3 in Table 1) which show less pronounced set-retardation which is at similar slump flow comparable with the one of SNF.
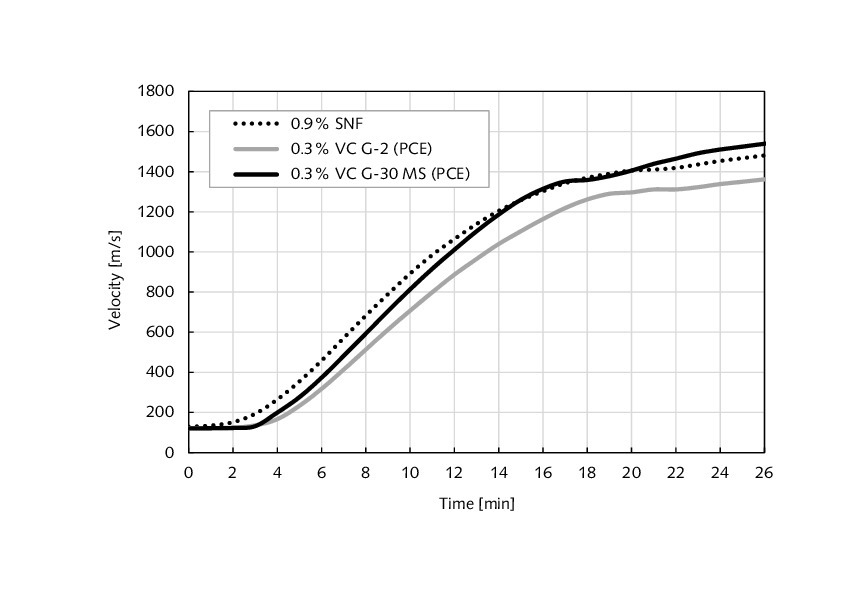
At high BMA dosage the risk for agglomerations and caking in the mixer is increased. This can cause undesired production shutdowns for maintenance of the mixer, accompanied by production losses. New multi-functional polymers have been developed, which reduce this risk without having a pronounced retarding effect. These polymers were designed based on PCE architecture. They can be used to substitute conventional SNF-based water reducers to reduce large amounts of excess water which is only required to let the plaster slurry flow, but not for hydration. The new polymers provide extremely high water reduction efficiency, allowing for drying energy savings and total production cost reduction. Figure 1 shows the plaster setting in presence of the new polymer development versus conventional SNF- and PCE-based dispersants.
Both PCE showed about 3 times higher dispersing efficiency versus SNF-based dispersant, allowing for dosage reduction from 0.9 to 0.3 % by weight of plaster. Compared with SNF, the use of ViscoCrete G-2 showed a slight retardation over the whole setting process. The use of ViscoCrete G-30 MS was also accompanied by a slight retardation of initial setting but the final setting time was similar to the one of SNF. The initial set-retardation of this dispersant offers the opportunity to eliminate the separate addition of retarder during gypsum board production. The elimination of one raw material with its effort-intensive and error-prone pre-dilution (for the dosing of extremely low concentrations) contributes to increasing gypsum board production efficiency.
4.3 Board density and microstructure optimization
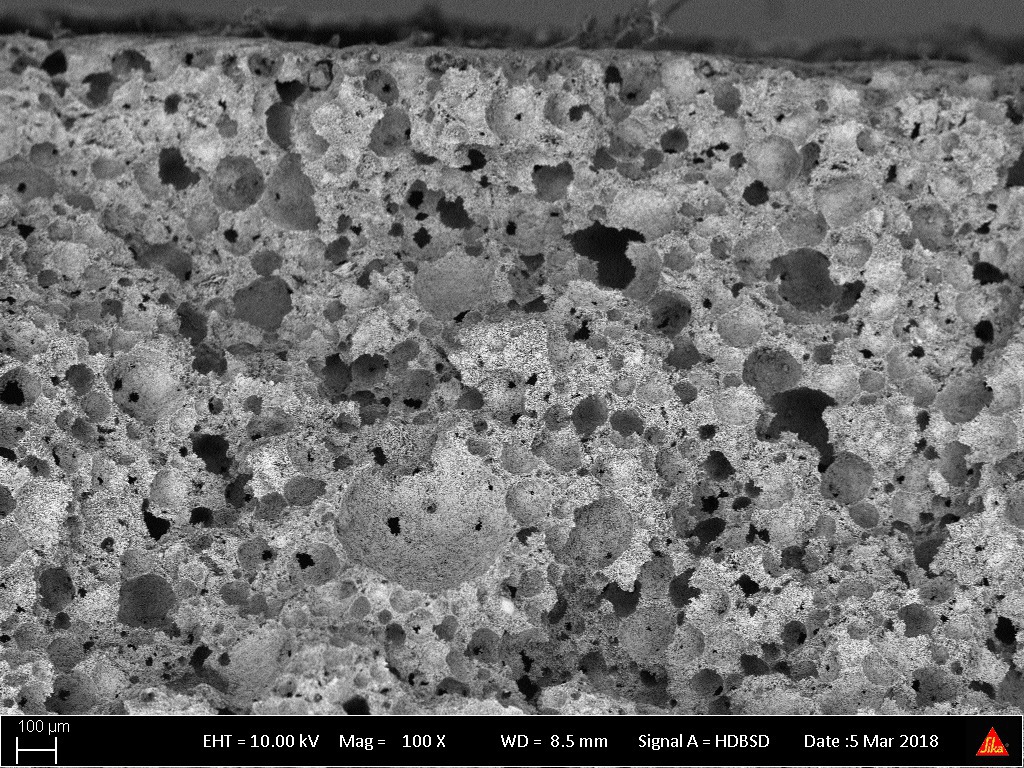
Modern gypsum boards consist of more than 75 % air by volume to decrease the weight of the gypsum board. Besides the volume of water voids (from evaporation of excess mix water) foam voids of up to 2 mm in diameter come from pre-generated foam which is added to the plaster slurry. Figure 2 shows the porous microstructure of the gypsum board core exemplary.
To achieve the highest possible board strengths at the lowest possible board weight, a controlled air void structure is necessary. Typically used foaming agents are blends of alkyl ether sulphates (soaps). The foam is generated from a mixture of a liquid foaming agent, air and water in a suitable foam generator. The foaming agent type, concentrations of air and water as well as the foam generator settings, influence the bubble size distribution and the foam stability.
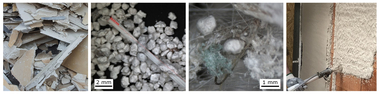
Also dispersing agents can have an influence on the pore structure. To illustrate this, different natural gypsum plaster slurries containing pre-generated foam and different dispersants (SNF and two different PCE) have been prepared. Table 2 shows images of cross sections through the hardened samples. All plaster samples were characterized by identical w/g ratio. Constant slump flow was reached by varying dispersant dosage.
The chosen combination of pre-generated foam and SNF-based dispersant provided in three out of four gypsum sources had the desired homogeneous structure with the desired small air voids. In the case of one gypsum source (#2), the same settings resulted in the formation of too large bubbles and an inhomogeneous structure. The addition of PCE 1 resulted in two other cases in the creation of larger air voids and structure inhomogeneity (#1, #4).
With PCE 2 the air void distribution was in two gypsum sources (#3, #4) similar to the one with SNF; in one source the bubbles were coarser (#1), in the other one they were finer then with SNF (#2).
These examples indicate that:
1. The final air void size distribution depends not only on the pre-generated foam but also on the choice of the dispersing agent.
2. The influence of the dispersing agent on the air void size distribution is gypsum specific. Trends seen in one plaster can be reversed with another plaster.
On the one hand, the knowledge of these interconnections can be used to eliminate negative influences of dispersing agents on the pore structure, but on the other hand it can make a desired contribution to the structure of the pore structure.
4.4 Cardboard adhesion
A major challenge during dispersing agent application is the fulfilment of the desired cardboard adhesion requirements. Gypsum setting and hardening is based on the growth and interlocking of gypsum crystals among each. During gypsum board manufacture, they also interlock with the cellulose fibres from the cardboard, mechanically increasing the cardboard-core strength. This interaction starts once the core is in contact with the cardboard.
A prerequisite for this is good water absorption capability of the cardboard. The setting times of the plaster slurry have to be in a narrow time window to ensure both wetting of the cardboard, as well as gypsum crystals interlocking with the cellulose fibres. At the knife, when the boards are cut into their desired lengths, the so-called wet bond must prevent the delamination of the cardboard from the gypsum core. Pre-gelatinized acid modified starch is added to the gypsum core to improve the final adhesion between gypsum core and cardboard. During board drying the starch partially migrates with the excess water through the gypsum core structure to the cardboard-core contact zone, performing as an adhesive there.
It is obvious that the reduction of water hinders these effects. Using state-of-the-art gypsum board production equipment and raw materials, the technical limit for water reduction is in the range of w/g=0.45…0.55 depending on the plaster source and specific conditions. If cardboard adhesion is weakened by reducing the mixing water, this can be compensated by increasing the starch consumption. But also the effect of dispersants on the board pore structure (see Ch. 4.3) can be relevant for the cardboard adhesion. If the dispersant usage is accompanied by inhomogeneous pore structure and increased surface foam formation, it can have a negative impact on the cardboard adhesion.
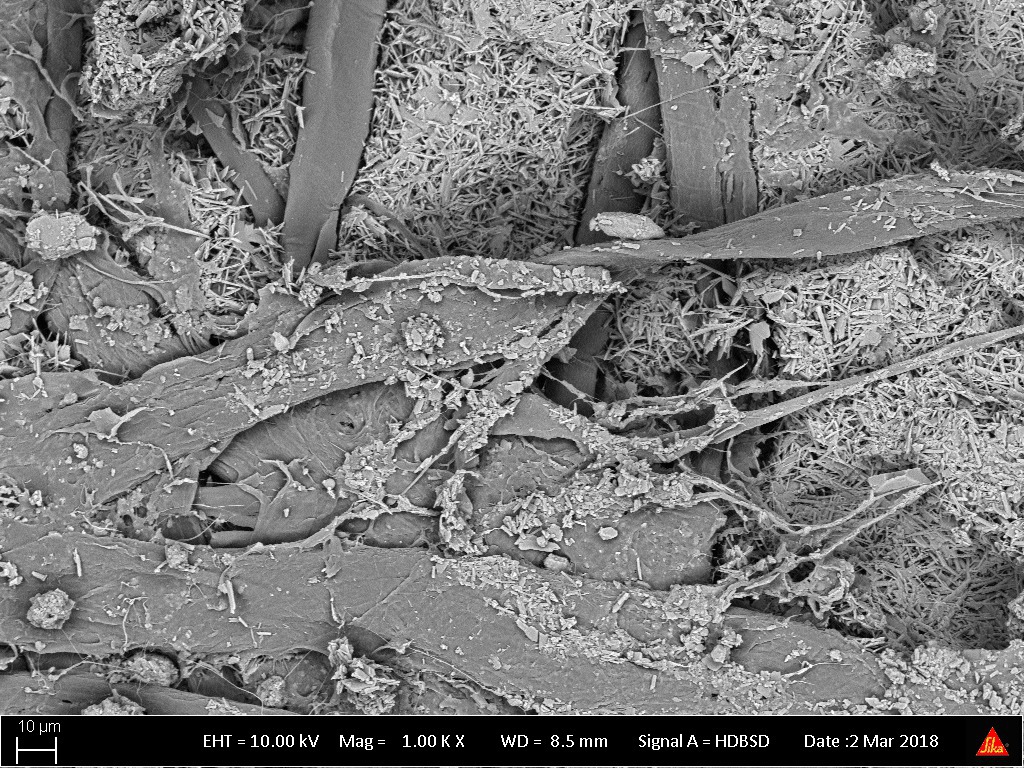
In the SEM image the contact zone gypsum-cardboard is visible (Figure 3). Cellulose fibres of the cardboard and in the space between them, gypsum crystals from the board core can be easily seen. This indicates, that the gypsum suspension has penetrated into the cardboard fibre network prior to board drying.
4.5 Board drying optimization
Gypsum binder used for gypsum board production is plaster, also known as stucco, with beta-calcium sulphate hemihydrate as the main gypsum phase. Normal plaster needs approx. 4 times the amount of water to flow than necessary for hydration. This excess water must be removed by heating and evaporation from the boards. The drying process has become the main cost-driver of production. Reducing the mixing water by 15 % results in approx. 20 % less water to be dried off from the boards. The reduced amount of water voids from evaporation must be compensated by foam voids from pre-generated foam to keep board density and board weight constant. Since the dryer capacity is often limiting the capacity of the whole production line, additional water reduction can allow for line speed increase to maximise the plant capacity.
Table 3 shows a typical cost savings example which illustrates that the greatest cost savings potential lies not in the formulation cost reduction but in the reduction of energy cost for board drying.
5 Summary
Dispersing agents are used during gypsum board manufacture to improve the flow properties of gypsum binder slurry at reduced water demand. This allows, among others, reducing the board drying efforts which saves time and energy and results in total production cost reduction.
Extremely efficient liquefiers are based on PCE technology. During the past twenty years this technology was continuously developed further and tailored to the requirements of the gypsum industry. Today, specific solutions are available for all commonly used gypsum raw materials. Plaster slurries containing PCE show a similar setting behaviour as those with conventional SNF-based dispersants but also can be used for targeted influencing of the pore structure
The latest polymer generation with additional mixer protection function allows for driving the production at very high line speed while protecting the mixer from caking and clumping.