Application technology of calcium carbide slag: a case study concerning China’s cement industry



The application technology and process design and optimization were systematically researched based on the Shaanxi Beiyuan Group Cement Company. Issues existing in the plant were analyzed in detail, which included feeding and drying of calcium carbide slag, the operation of raw meal preparation and mills, the safe operation of clinker calcination, the research and development of the preheater and decomposition furnace, explosion-proof systems and dust collection and disposal of dry calcium carbide slag. Against these problems, the 1# and 2# production processes were optimized, composed of the following measures to stabilize the composition of the raw material feeding into the kiln, optimization of the raw meal grinding system, research on the key technologies of the development of firing systems and other sectors were set-up respectively. The development ideas and functionality of those sectors are depicted in detail in this article.
During the above five year operation, the production process systems were proved to have some beneficial effects. Key indicators are all reached and exceed the design indicators, for example, the qualified rate of the liter weight of 92 %, more than the 85% generally required, and the average clinker strength of 62.3 MPa, more than the 58 MPa generally required. In the meantime, CO2 emission will be reduced by more than 400 000 t/a, which is beneficial for the protection of the atmospheric environment and for climate change.
1 Introduction
With China’s rapid economic growth, 2.18 billion t of cement was produced by the 1682 NSP clinker production lines of China’s cement industry in 2018, accounting for nearly 60% of global cement production [1]. The cement industry is a typical resource and energy consumption industry, in which a large amount of limestone, coal and power resources are consumed in the clinker calcination processes. Compared to the advanced enterprises in the developed countries, some of the cement companies in China have owned more advanced main and auxiliary equipment [2], reached lower energy consumption, discharged less pollutants, which depends on the competition market, renovated technology and rigorous regulations. However, CO2 emission reduction application technology in the cement industry is far behind the level of that of a more modern country. The decomposition of limestone, combustion of coal and consumption of power could cause direct or indirect CO2 emission. Therefore, the cement industry has become the second largest source of CO2 emission in the manufacturing sector, with the increase in the proportion of total CO2 emission.
Calcium carbide slag is a by-product from the chlor-alkali chemical industry, from hydrolysis of calcium carbide (CaC2) for an acethylene gas, polyvinyl chloride, polyvinyl alcohol and other industrial production. It contains high amounts of calcium compounds and has the potential for replacing the traditional raw material, limestone, for cement production. Since 2007, new dry process production lines with calcium carbide slag have developed rapidly, including at the Xinjiang Tianye cement plant, Inner Mongolia, the Yili Jidong cement plant, the Yili Qingsong Nangang cement plant, Jinni Group’s new dry-process cement second plant, etc., mostly at the 2500 t/d or 3000 t/d production scale. At present, 4600 t/d or 5000 t/d cement clinker production lines are constantly emerging. In 2012, the calcium carbide slag comprehensive utilization project from Qinghai Cement Co., Ltd. with international partners, GFACC (IOM) Limited and Carbon & Energy Capital Co. LTD is approved as the Clean Development Mechanism (CDM) project by the National Development and Reform Commission of China (NDRC), with an estimated annual emission reduction equivalent to 196,102 t of carbon dioxide.
The cement clinker production lines with 100% calcium carbide slag as calcareous materials only have two demonstration cement plants, the 2 × 2000 t/d calcium carbide slag comprehensive utilization production lines in the Xinjiang Midong Tianshan cement plant, and the 2 × 3000 t/d comprehensive industrial wastes utilization production lines in the Shaanxi Beiyuan Chemical Group Co., Ltd (SXBYCHEM). The construction and operation of comprehensive utilization production lines in SXBYCHEM completely realized the 100% use of calcium carbide slag instead of limestone production, which has a demonstration effect on the cement production line utilizing calcium carbide slag.
2 Case study
2.1 Issues
The Shaanxi Beiyuan Group Cement Company (SXBY), one of the most typical modern solid waste utilization and salt chemicals recycling economy cement plants in China with a capacity of 2.2 million t of clinker per year, belongs to the Shaanxi Beiyuan Chemical Industry Group Company, which is the largest salt chemical enterprise in the west of China. Two 3000 t/d NSP clinker production lines with 100 % calcium carbide slag as calcareous materials and a standard calcium carbide slag dry-process grinding and dry-process burning system were built during recent years. The 3000 t/d NSP clinker production line 1# has gone into production and taken wet calcium carbide slag with 70~80 wt% Ca(OH)2 as the raw calcareous materials, since September 2010. And the 3000 t/d NSP clinker production line 2# has gone into production and taken dry calcium carbide slag with 65 wt% CaO as the raw calcareous materials, since December 2012. To improve the level of the company’s calcium carbide slag recycling technology and decrease the operational risks, several improvement measures were adopted as tools which were put forward by the SXBYCHEM. Several issues were discovered through the earlier investigation, as is shown by the following:
1. Feeding and drying of calcium carbide slag is difficult problems due to its high moisture content and strong adherence ability. The water content of wet calcium carbide slag after filter pressing is generally around 30~40 wt%. This causes a strong water retention ability and strong adhesion ability of the calcium carbide slag, which influences the safe operation of subsequent storage, transportation, metering and other equipment. If this failed, heat consumption would be increased and would result in troubles such as clogging and adhesion, both of which complicate the clinker production.
2. The operation of raw meal preparation and mills were often interrupted by the dry calcium carbide slags with high temperature or other inclusions. Dry calcium carbide slags have some characteristics such as light bulk density, good fluidity in the cold state, poor fluidity in the high temperature state, and low accumulation pressure. The high temperature of calcium carbide slag dry powders leads to the high temperature of bearings under the powder separator and skid-plates in the mills, even sometimes forcing them to stop grinding because the temperature exceeds the grinding temperature warning line. According to actual practice, it is best to maintain the flow of calcium carbide slag by pumping, or directly feeding into the mills after dehydration to avoid intermediate storage and transportation. Because the wet calcium carbide slag is often mixed with inclusions during transportation and storage, this often causes the blocks or jams of the weigher, damage to the sensor and a great quality fluctuation, which ultimately and directly affects the preparation of the raw meals.
3. When calcium carbide slags were used as 100% of calcareous materials, the safe operation of clinker calcination is a big challenge. The problem of buildups is often met with in the production processes such as the preheater system and the smoke chamber at the kiln inlet. The raw meals in this kind of designed mix have poor burnability and a narrow sintering range. With the change in the raw material feeding amount to the dryer crusher, the overall negative pressure is constantly changing, which easily causes the fall-off of kiln crust and the short-life of refractory bricks. The air leakage of the drying system and the kiln system is relatively extensive, which causes insufficient negative pressure in the kiln.
4. The research and development of the preheater and decomposition furnace system needs more attention. The decomposition temperature of Ca(OH)2 in the calcium carbide slags is different from that of CaCO3 in the limestone. The thermal desorption endotherm of Ca(OH)2, 1160 kJ/ kg is different from that of CaCO3, 1660 kJ/kg. The particle size of calcium carbide slag is relatively fine, which makes it easy to cause blockages in the cyclone and the cone of the decomposition furnace; that is not conducive to continuous and stable production. The greater is the amount of calcium carbide slag added, the greater is the impact on the preheater decomposition furnace.
5. The last issue is the necessity to deal with the explosion-proof system and the dust collection and disposal of dry calcium carbide slag. The moisture content of dry calcium carbide slag is about 3~10 wt%. And due to the phenomenon of incomplete reaction in the dry slag, it can easily explode during storage and transportation.
2.2 Solutions
To solve the above problems, the production process using calcium carbide slag, which could simplify the use of wet and dry calcium carbide slags, achieves continuous clinker production with drying equipment, storage, transportation, metering and other feeding equipment, mills, preheater and decomposition furnace systems and proportioning systems, must be brought into effect. In addition, the process could achieve low heat consumption and 100% calcium carbide slag replacing the limestone, to clear buildups, jam and blockages.
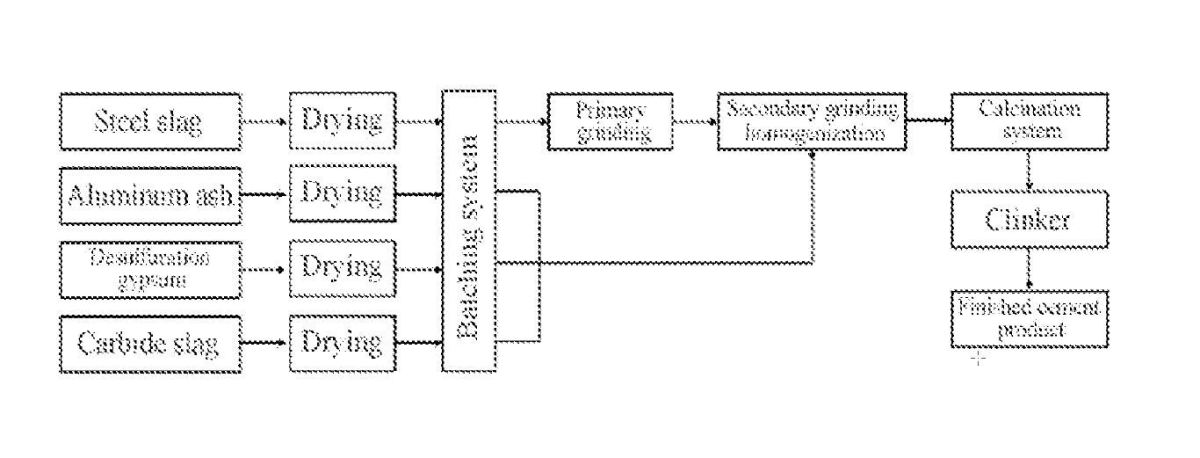
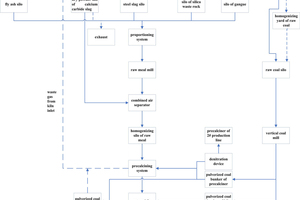
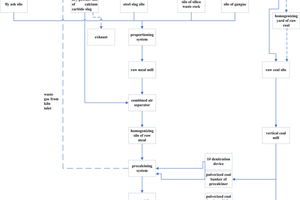
The production processes were researched based on these functions to meet the needs and take advantage of SXBY. The production flow chart for wet calcium carbide slag, 1# and dry calcium carbide slag, 2# are described in Figures 1 and 2 respectively. In a general, the processes mainly include measures to stabilize the composition of the raw material feeding into the kiln, optimization of the raw meal grinding system, research on the development of key technologies regarding firing systems and other sectors.
The main control parameters when producing clinker with 100% calcium carbide slag as an alternative to limestone are shown in Table 1. From Table 1, we could find that when the feeding amount is at 170±5 t/h and the kiln speed is at 2.75~3.0 r/min, the coal feeding amount in the kiln outlet is controlled at 7.2~8.0 t/h, the coal feeding amount in the decomposition furnace is at 5.6~6.5 t/h, and the material consumption ratio is about 1.26.
When producing clinker with 100 % calcium carbide slag as an alternative to limestone, the optimal lime saturation factor (KH), silica modulus (SM) and iron modulus (IM) are 0.90±0.02, 2.3±0.1, 1.5±0.1 respectively. The results of the clinker produced show that 3d compressive strength and 28d compressive strength are 25.7~36.6 MPa and 42.3~60.2 MPa respectively, 3d flexural strength and 28d flexural strength are 5.5~6.3 MPa and 7.8~9.6 MPa respectively, the liter weight of clinker is 1260±60 g/L. And the chemical composition and mineral composition of clinker is shown in Table 2.
2.3 Process equipment optimization
The process equipment optimization comprises the following modules, known as optimization of wet calcium carbide slag feeding system and drying system, improvement of batching and grinding system for calcium carbide slag, and the optimization of clinker calcination system. A detailed description for the three modules will be shown as the following.
2.3.1 Optimization of the wet calcium carbide slag feeding system and drying system
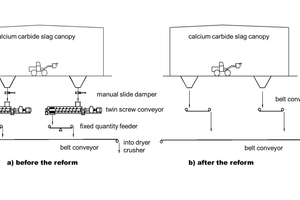
The movable twin screw conveyor is removed completely, 3# and 4# twin screw conveyors are changed into two belt conveyors, the power of reamer is changed from 45 kW to 22 kW. The foundations of the two belt conveyors are raised to make space, and the filter cake feeder is raised from the third floor to the fourth floor. The calcium carbide slag from the 9# belt conveyor enters the two belt conveyors below through the herringbone column chute, and the material distribution valve is made by the site itself, which is shown in Figure 3.
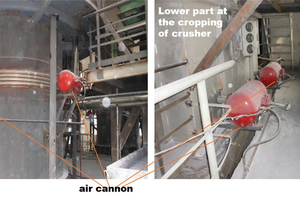
Four air cannons, which can be seen in Figure 4, are installed at an equidistant position 1 m below each spraying system, are beat on at a certain time. And especially when the spraying system is turned on, the frequency of beats should be increased to avoid material hanging on the wall of the dryer crusher.
To solve the problem of cake filter feeder jam from the iron scrap doped in calcium carbide slag, an iron remover is added to the head of the 9# belt conveyor, as shown in Figure 5.
The self-designed Pagoda waste separators are installed on each scraper-trough conveyer at the inlet of the calcium carbide slag dry powder silo, which can block most of the waste in the calcium carbide slag, greatly solve the phenomenon that the calcium carbide slag measurement system is blocked or stuck. Finally, the uniformity of the flow and the quality of the raw meals are both improved simultaneously.
From Figure 6, we find that the process after the modification is simpler.
Through the modification and reform, the output and operating rate of the drying hammer crusher are increased, from 80 t/h output and 70% operating rate increased to 115 t/h and 100%. The 100% calcium carbide slag is used to replace the limestone, the system runs stably and the failure rate is low. To guarantee environmental protection, the feeding of calcium carbide slag is continuous and uniform.
2.3.2 Improvement of batching and grinding
system for calcium carbide slag
2.3.2.1 Differences between calcium carbide slag proportioning and limestone proportioning
The physical properties and chemical composition of calcium carbide slag are different from those of limestone, so the chemical reaction process of the two is different when the raw meal is calcined [3-4], as shown in Figure 7.
The main component of limestone is CaCO3, which basically decomposes in the temperature range of 700~850 °C; when it is heated to 750 °C, it starts to decompose, and from 900 °C, the decomposition proceeds rapidly. The decomposition of CaCO3 is the process that consumes most of the heat during the formation process of cement clinker. The following reaction formula is based on 25° C and is expressed as follows:
CaCO3 CaO + CO2
(endothermic reaction, 1787.8 kJ/kg CaCO3)
The main component of calcium carbide slag is Ca(OH)2, which completely decomposes in the temperature range of 420~530 °C; part of the generated CaO absorbs CO2 in the gas to generate CaCO3. When the temperature is 600~850 °C, the generated CaCO3 will be decomposed again. CaCO3 in calcium carbide slag comes from two parts: one part from the reaction of Ca(OH)2 with CO2 in the air during drying and transportation, and the other part from the reaction of active CaO with CO2, which is from the decomposition of Ca(OH)2. The following reaction formulas are expressed as follows:
Ca(OH)2 CaO+ H2O
(endothermic reaction, 1478.3 kJ/kg Ca(OH)2)
Ca(OH)2+CO2 CaCO3+H2O
(exothermic reaction, 937.6 kJ/kg Ca(OH)2)
CaO+CO2 CaCO3
(exothermic reaction, 1787.8 kJ/kg CaO)
CaCO3 CaO+ CO2
(endothermic reaction, 1787.8 kJ/kg CaCO3)
The calcium oxide in the clinker made from calcium carbide slag mainly comes from the decomposition of calcium hydroxide, which is composed of the decomposition of calcium hydroxide and calcium carbonate and three other parts in raw materials apart from calcium hydroxide and calcium carbonate. Based on the derivation process of the thermal effect of oxides materials, the empirical formula for the formation heat of cement clinker made from calcium carbide slag is:
Qsh = 4.11· a T + 6.48 · m C+ 4.803 · c H + 7.646 · c C
- 5.116 · s - 0.59 · f ⇥
Where:
a T, m C, s, f – contents of Al2O3, MgO, SiO2 and Fe2O3 in 100g of clinker, respectively;
c H – calcium oxide content in 100 g clinker,
from calcium hydroxide decomposition
c C – calcium oxide content in 100 g clinker,
from calcium carbonate decomposition
This means that aT is completely derived from silico-aluminum raw materials. The relationship between the content of cH and cC can be calculated from the full chemical analysis results of calcium carbide slag. Generally, this calculation method allows a deviation of about 2 kcal/kg.
2.3.2.2 Process and equipment optimization of raw meal grinding system
Based on the characteristics of calcium carbide slag and problems in actual production practice, several optimizations have been made:
At first, the outlet temperature of the dryer crusher is controlled generally in the range of 100 °C to 130 °C, so as to ensure that the temperature of the calcium carbide slag is not too high, generally around 70 °C, and the moisture content is ≤ 1.5 %.
In addition, the heat exchange area of the powder separator and the cooler are increased, as to three times the original, which can ensure that the bottom end bearing temperature of the powder separator is within 65 °C in the summer. Large external oil cups are installed at the bearing of the calcium carbide slag metering system, and lubricated each shift, to make sure that the equipment bearings are replenished in time.
Lastly, because a large part of the calcium carbide slag does not enter the mill and directly enters the finished product chute, the steel ball gradation of the mill needs to be adjusted. The maximum diameter of the steel ball used is Φ80 and the minimum Φ30, in which the coarse grinder uses Φ80, Φ70, Φ60, Φ50, and the fine grinder uses Φ50, Φ40, Φ30. In actual production, the protective cover of the drying chamber is severely worn, and the grinding head is relatively dusty. Therefore, the drying chamber of the raw material grinder is remodeled: by staggering the two rows of lifting plates and installing corrugated linings in the middle position, which reduces the wear of the material on the mill guard and the barrel, and therefore extends the life of the bolts in the drying chamber.
2.3.3 Optimization of clinker calcination system
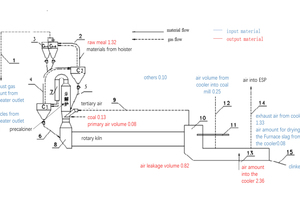
The cement plant makes use of a three-stage cyclone preheater with a ducted decomposition furnace, as shown in Figure 7, with the production capacity of 3000 t/d, a primary cyclone C1 with the inner diameter Φ5100 mm, a secondary C2 and tertiary cyclone C3 with the inner diameter Φ7400 mm, the decomposition furnace with the internal diameter Φ6100 mm, the rotary kiln of Φ4.3 × 66 m and the third-generation controlled flow-type cooler of HCFC-3800.
2.3.3.1 Keeping the calcium carbide slag feeding stable
In order to ensure that the negative pressure of the kiln system is stable, the feeding amount of the calcium carbide slag for the dryer crusher must be stable, which can be achieved by the control of two parameters, one is the outlet temperature of the dryer crusher and the other is the current of the dryer crusher. In normal operation, we mainly rely on adjusting the amount of added calcium carbide slag to control these temperature and current parameters to the on-site four platforms of the dryer crusher, to facilitate on-site job monitoring.
The biggest problem is the blocking of calcium carbide slag. If the material is blocked, the feeding will be interrupted, the negative pressure of the kiln system will be reduced, and the adjustment will not be conducted in good time, which will directly cause the kiln crust to fall off. Through using the self-designed non-standard slipper, namely a “belt slipper”, the feeding and drying system of calcium carbide slag could be kept stable and in continuous operation, with an operation rate of more than 98 %.
2.3.3.2 Source control and optimization
Strictly control the Cl- content of calcium carbide slag [5]. The Cl- content of the calcium carbide slag in most chlor-alkali enterprises is generally high, fluctuating between 0.023 % and 0.3 %. Through the reduction of the sodium hypochlorite cycles in the chlor-alkali enterprises and other methods, it is possible to reduce the Cl- content of the calcium carbide slag. Because the cement plant SXBY is a co-production enterprise of SXBYCHEM, the cement clinker production lines and salt chemical production workshops are in the same yard. The Cl- content of the calcium carbide slag used in the SXBY is relatively low and stable, which can meet the production of 100 % calcium carbide slag.
Moisture of the calcium carbide slag should be reduced. Through the optimized operation of the calcium carbide slag filter press workshop (appropriate increase of filter press pressure, extension of dwell time etc..) and transformation of the scraper machine, the moisture content is mainly kept at about 30 %, and sometimes it can reach below 26 % in summer. It is relatively easy to transport and dry in the following.
The qualified rate of the modulus values of raw meal should be improved. The modulus values of cement clinker are dependent on those of raw meal. And cement clinker of fine quality resources from the stable and qualified raw meal and well calcination. SXBY use five raw materials, yellow gangue, silico, steel slag, calcium carbide slag and fly ash, to make raw meals. After the raw material ore site is determined, the composition fluctuation is basically small, mainly due to the use of various measurement systems. Yellow gangue, silico and steel slag make use of a belt weigher to measure; however calcium carbide slag and fly ash use the powder rotameter, which may cause the large fluctuation. To maintain the accuracy of measurement, some changes were made: a high precision fly ash rotameter was used and a cushioning device added into the negative pressure system. The qualified rate of modulus values of the raw meal was improved from about 40 % to above 70 %.
The fineness of raw meal and pulverized coal should be controlled, generally about 10 % of raw meal, pulverized coal of within 10 %.
2.3.3.3 Control of the circulation of exhaust gas and materials
When the raw meals were fed into the preheater, the raw meals entered the rising flue of C2 through the high temperature air lock valve (high temperature resistant equipment), and then followed the different routine for the 1# production line through C1 C2 the precalciner C3 kiln and 2# production line through C1 C2 C3 C4 the precalciner C5 kiln. And those raw meals feed into the precalciner without the material distribution system.
The exhaust gas treatment system of the kiln inlet does not have a designed humidification tower. The exhaust gas does not participate in the production of the raw material grinding system, when it leads out from the preheater C1 and then all entered into the calcium carbide slag drying device for the drying.
The kiln inlet and kiln outlet systems all use electric-bag composite dust collectors, of which the inlet temperature should generally be controlled at 120~220 °C.
2.4 Effects
Through the process equipment optimization of the cement kiln, the cement clinker production lines with 100 % calcium carbide slag as calcareous materials have successfully conducted, with great efficiency.
According to the production data of 2018, when using 100% calcium carbide slag as calcareous materials, the average output per hour of the raw material mill is about 220 t/h, increased by 80 t/h compared with traditional limestone ingredients. With 1# and 2# clinker production lines with 100 % calcium carbide slag (dry base), the cumulative raw meal input is 2.44 million t, which is equivalent to about 1.9 million t of clinker (the theoretical raw material consumption is 1.29). Key indicators are all reached and exceed the design indicators: as the burning heat consumption of unit output of cement clinker is 2283 kJ/kg-Cl, the standard coal consumption of unit output of cement clinker is 78 kg/t-Cl, the f-CaO of cement clinker is 91%, the qualified rate of liter weight is 92%, and the average clinker strength is 62.3 MPa. Specific production data are shown in Tables 3 and 4.
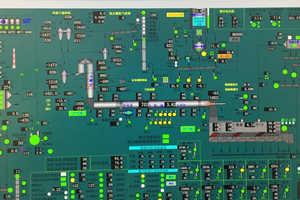
The actual operation of the kiln clinkering system for 1# and 2# cement clinker production lines are shown in Figures 8 and 9.
3 Conclusions
The initial problems and targets were realized through the above production process designed and relative system optimization, which covered all aspects of the production process. With the application of 100% calcium carbide slag used as the calcareous material without limestone, further auxiliary systems are to be designed and developed. After the production line is put into operation, the application production of 100% calcium carbide slag instead of limestone will reduce the production line’s CO2 emissions by more than 400 000 t/a, which is beneficial for the protection of the atmospheric environment.
Acknowledgements
The financial help of the China-Canada Intergovernmental Cooperation Project of the National Key Research and Development Program of China (Project No. 2018YFE0107300) and the National Key Research and Development Program of China (Project No. 2018YFB0604102) is gratefully acknowledged.
as one of raw material (in Chinese). Cement, 2009, (10), pp. 29-30