Hot-gas generators and impulse burners for alternative fuels



Companies with large heat needs are now searching more than ever for fuels which can be considered CO2 neutral or can at least reduce CO2 emissions. Carbotechnik
Energiesysteme GmbH has developed for this purpose combustion and dosing systems, using biogenic fuels which can be combusted in powder form. The requirements made on modern combustion systems have now risen very sharply. Due to the problems with CO2, innovative fuels which guarantee a reduction in CO2 emissions or, in the best case, are considered CO2 neutral, are in ever greater demand. These generally take the form of biogenic, usually fibrous fuels, which are available in the form of powder or coarse particles. Combustion and dosing systems that allow maximum flexibility are needed for such fuels.
1 Assignment
The tasks involved in such combustion systems are extremely diverse and multifaceted. Irrespective of whether one examines burners and hot-gas generators for production, calcining or drying processes, or purely dosing and conveying systems to transport fuels to the furnace facilities, modern burners and dosing systems need to be genuine all-rounders. They must cope with powder-form fuels just as easily as with gaseous and liquid types. Carbotechnik provides the optimum, tried-and-proven solution to satisfy all these needs.
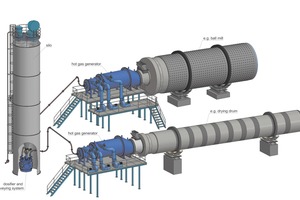
2 Hot-gas generators for maximum performance with unrestricted fuel choice
Hot-gas generators are always used if hot gases are required for direct drying or for other production processes. The flexibility of being able to run up to full output in just a few seconds is one of the trademarks of Carbotechnik combustion systems and assures significant benefits for all users. The ability to change the required temperature in real time is, in this context, a matter of course. Using this hot-gas generator, it is possible, for example, to combust various pulverised and gaseous fuels without further ado using the same burner and to benefit every time from the currently best-priced fuel. This then assures a significant savings potential. Dependence on any specific fuel is then also minimised.
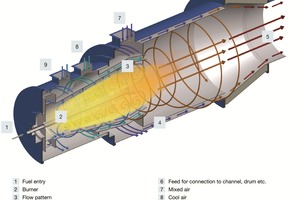
The patented Carbotechnik hot-gas generator system combines these benefits in order to achieve performance and also the best cost-efficiency in interaction with high-accuracy control and instrumentation (Figure 1).
3 Carbotechnik muffle-impulse burners
The core element in any hot-gas generator system is the impulse burner. From the technological view, the patented impulse burner concept differs radically from other systems. Thanks to its compact design, Carbotechnik’s impulse burner generates a flow pattern that assures unique functional properties. This flow system is shown schematically in Figure 4.
3.1 Burners – Introduction
The burner is suitable for use with a broad range of gaseous, liquid and pulverised fuels. These include, in addition to conventional fuels (natural gas, domestic heating oil, pulverised lignite) also, for example (Figure 2):
Pulverised wood, natural
Pulverised wood, used
Biomass powder (e.g. sugar beets)
Pyrolysis dust
Pulverised sewage-treatment sludge
The fuel and air-oxygen are mixed rapidly and intensively, thanks to the high turbulence occurring in the burner muffle – this is the precondition for optimum combustion.
A staged-air system integrated into the burner additionally reduces emissions of oxides of nitrogen.
Various cooling concepts can be applied, depending on the particular application:
Air cooling: For the generation of process heat and hot gases for use, for example, for drying or calcining processes, the burner muffle consists of special high-temperature steel and is air-cooled. The cooling air is subsequently used to achieve the required temperature in the operating process
Water cooling: For the purpose of generation of hot water and steam, the burner muffle is located in the water circuit of a boiler system. Here, heat is thus already transferred. Downstream heat transfer surfaces can be modified and designed smaller
Lining: An internal (refractory) lining is used solely in the case of low calorific-value or poorly igniting fuels in order to maintain a high temperature level.
Thanks to the omission of a lining in the air and water-cooling variants, fast heating-up times and rapid load changes are possible. Expensive and complex repairs to the refractory material are thus also not necessary, and nor are time-intensive start-up and shut-down procedures.
Flame geometry is adjusted to meet the needs of the downstream process by varying the outlet nozzle. A high impulse with a powerful rotating flame is thus assured (Figure 3).
Carbotechnik’s muffle-impulse burner is available in a large range of output sizes and is also specially dimensioned and designed for the respective requirements. It is thus possible to cater to the broad range of requirements for the most diverse processes.
3.2 Description of function
The combustion air is set in rotation before entering the burner muffle, then flows through the ultra-narrow diameter into the divergent cone and rotates forward at the muffle jacket. At the point of transition to the convergent section, a portion of the volumetric flow changes its direction as a result of pressure and forms a reverse flow close to the axis. This is where the fuel is fed in. Ignition is accomplished by means of an ignition burner, which is required only for the ignition sequence. Perfect thorough mixing occurs in this area, thanks to a high level of turbulence. This also makes it possible to generate a stable and compact flame, even when using difficult fuels (Figure 4). No supporting flame is needed.
Thanks to the open-access control system, based on a programmable, failsafe PLC, it is possible to optimally accommodate customers’ specific requirements for control parameters, delivery rate, etc. The downstream mixing chamber serves to extend residence time, and also for adjustment of the required process temperature. Mixing air is injected via an annular gap for cooling of the mixing chamber and is added to the process gas only at the end of the chamber. The flow pattern generated results in an extremely homogenous temperature profile at the outlet from the hot-gas generator, and therefore at the inlet to the connection to the downstream process:
Rapid and precise load changes: The system assures optimum regulatability at any time. Load changes can be accomplished in only a few seconds
Extremely low maintenance costs: On a total life-cycle view of the facility, the maintenance costs for Carbotechnik systems are low by design, and downtimes are restricted to a minimum
4 Reliable fuel feed – especially for pulverised fuels
Continuous feeding of fuel is the basic precondition for clean and reliable combustion. Where standardised liquid or gaseous fuels, such as fuel oil or natural gas, are used, feeding of the fuel can be accomplished with virtually no problems. Auxiliary mechanisms such as pumps and compressors create appropriate dynamic pressures in the piping. Suitable control valves cause the fluid to flow to the burner at a very constant flow rate. The basic preconditions for perfect burner operation thus exist in such cases.
The handling of pulverised fuels must, necessarily, be totally different: simple pneumatic fuel feed with an upstream screw or rotary feeder or similar apparatus is not suitable for optimum combustion. For the solution of this problem, Carbotechnik has itself developed two different dosing systems.
The first question of all is whether we are dealing with a fluidisable fuel. If this is the case, it is possible to use fine-particulate dosing (see 4.1). If the fuel is poorly or not at all fluidisable, and tends to “bridging”, it becomes necessary to use a coarse-particulate dosing system (see 4.2). It is generally the case that these fuel particles collide and clog so much that constant fluidisation is not possible.
4.1 Fine-particulate dosing system
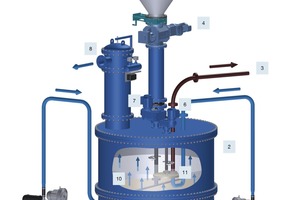
Suitable for particle sizes of up to 0.5 mm, with delivery rates of up to 20000 kg/h, with up to 26 dosing points (Figure 5).
The material to be metered is fed into the machine from an upstream silo by means of a rotary feeder. The material is fluidised, i.e. converted into a fluid-like state, in the dosing machine. Dosing itself is performed via a dosing unit and a horizontal perforated disc. The fluidised fuel fills up the perforations and the product is extracted as a function of speed of rotation. This means that it is possible to meter the fuel flow with absolute precision pulsation-free for any length of time required, and to feed this fuel into the burner.
4.2 Coarse-particulate dosing system
Suitable for particle sizes of 0.5 mm up to approx. 8 mm, delivery rate up to 15000 kg/h, up to 14 dosing points (depending on the fuel) (Figure 6).
Here, too, the fuel is fed via a suitable rotary feeder into the dosing vessel. A motor-driven dosing plate is located at the bottom of the machine. The fuel is not fluidised, but instead filled into the perforations of the plate via an agitator intended specifically for this purpose. The perforations are blown out by means of propellant air and the fuel passes, again pulsation-free and with ultra-precision, to the burner.
These two systems enable Carbotechnik to optimally meter and convey a large portion of all available fuels.
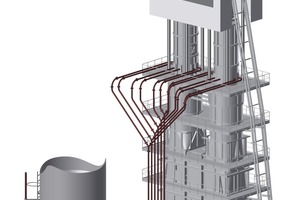
4.3 Dosing systems for lime shaft-kiln facilities
Both dosing systems can be specially used for fuel feed to the various types of lime shaft-kiln. These machines can be operated both continuously and intermittently (Figure 7).
5 Electronic measurement and optimisation of combustion
Carbotechnik has optimised not only fuel feed, but also the necessary control and instrumentation equipment. Unlike conventional units, the fuel/air ratio is not controlled via statically set compound controllers.
In Carbotechnik hot-gas generators, all material streams, such as air and fuel, are precisely measured and dynamically regulated against each other throughout the entire output range. Influences from the process, modified conditions and/or fluctuations are thus automatically balanced out and compensated. An optimum combustion process is assured at all times.
This technology makes it possible to combust various fuels. It is possible, for example, to make a “flying” change between natural gas and pulverised wood without any conversion work. There is, therefore, full potential for selecting the currently most attractively priced fuel.
5.1 Assured compliance to emissions limits and thermal-route recycling of waste
Thanks to optimum combustion, adherence to or even bettering of the “TA-Luft” (Technical Instruction for Prevention of Air Pollution) emissions limits is assured without any secondary provisions in the case of conventional fuels.
Poorly valorisable substances, and climate-damaging waste gases, lean gases and fumes, in particular, can be thermally valorised, in order to thus improve emissions indices and the efficiency of the overall process.
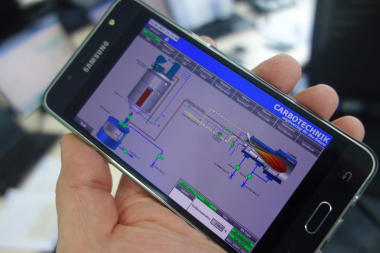
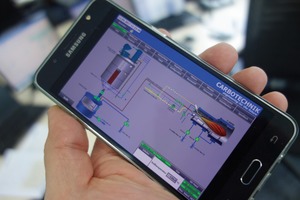
5.2 Industry 4.0
It must be possible to integrate plant components such as hot-gas generators as easily as possible into the existing process control system (DCS) of the plant as a whole. All control signals, process data and messages, can be summoned by an Ethernet interface set up by Carbotechnik. Service and Support can be provided by means of remote access at any time. The clearly arranged display system permits monitoring of current status and archived data in real time. All data is recorded with spot-on accuracy to permit its use for a range of processes, such as Quality Assurance, placement of orders, servicing and maintenance (Figure 8).
5.3 Research, individuality, and experience
In the field of further development, Carbotechnik puts its faith not only in theoretically developed computation programs and simulations. As a leading manufacturer of hot-gas generators with twenty years of experience, Carbotechnik features a dedicated research facility, enabling the company to research optimisation strategies and test alternative fuels.
6 Conclusions
Carbotechnik is well-prepared for the future. Thanks to experience, know-how and tried-and-tested technology, combustion systems can be designed even now as flexibly as possible. This provides active support to the customers and partners in the search for suitable fuel alternatives.