WHR technology: new horizons and industrial applications
Nowadays the technologies available especially for dust filtration are applicable in a temperature range lower than the temperature of exhaust gases. WHR is a valid technology to “extract” heat from exhausted gases of the cement production process and make it available to be re-used on-site.
A modern cement kiln is already optimised to get the maximum thermal efficiency and keep specific consumptions under control; this target is reached reusing as much as possible in the process the high temperature exhaust gases of the kiln for drying raw materials, grinding or in the coal mill. Sometimes hot air is also taken from the clinker cooler (mid-air).
Despite the above, the thermal energy produced in the kiln is not completely reused; according to the specific characteristics of the process as well as the raw materials and fuel, part of the heat exceeds the internal needs or is not suitable for a profitable reuse in the internal processes (e.g. cement additives drying).
Exhaust gases and air can be released into the atmosphere only after specific treatments through suitable equipment in order to eliminate dust particles and other pollutants; nowadays the technologies available especially for dust filtration can provide cost effective solutions, but normally they are applicable in a temperature range between 120° C and 230° C that is lower than the temperature of the exhaust gases.
Therefore, gas cooling systems must be installed before filters; such cooling systems are also inserted between different phases of cement production, such as burning and raw grinding; in such a case the temperature of the exhaust gases, coming from the kiln preheater, must be reduced at the suitable values requested by the mill.
Spend energy to waste energy
The most efficient and suitable gas cooling technologies for the cement process, are based on the water evaporation technology (sensible heat to latent heat) or the dissipation technology (air-to-air heat exchanger); in general the first one is most suitable for kiln gas (cooling tower), whereas the second one applies for clinker cooler waste air.
Electrical energy is used in the conditioning tower for pumping water and in the compressed air for the spraying system, instead in the air-to-air heat exchanger, electrical power is consumed in the cooling air fans motors. So, even if these systems are well optimised, they are all energy consuming, spending energy to waste energy.
Table 1 reports on an estimation of the electrical power required in one year for a gas cooling system for a 5000 t/d cement factory; the same table also reports on the expected water consumption.
Combined Waste Heat Recovery systems and secondary applications
The boiler technology developed by CTP is suitable to be applied on the exhausted gas stream of the cement kiln and makes it possible to keep under control the dust build-up together with the possible abrasion phenomena as well as other factors that could affect heat exchange efficiency and operation reliability.
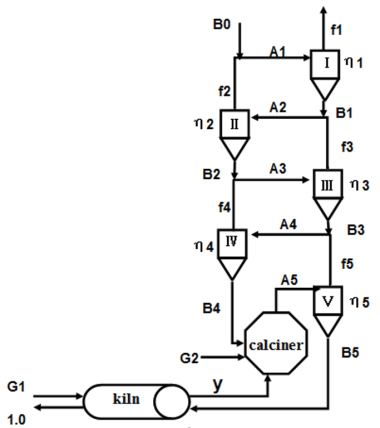
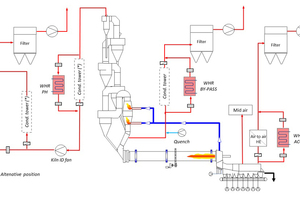
As shown in Figure 1, the boilers can be easily installed on the PH downcomer and the AQC exhaust air duct in order to work together in synergy (Combined Waste Heat Recovery System), transferring the available heat from the waste gas to a transfer media, such as thermal oil; if an alkali by-pass spillage system is also present, heat could also be recovered from this source by a boiler installed after the air quench.
The conversion of such heat into electrical power is obviously the main reason that justifys the investment in a WHR system; in this case, the most suitable and reliable equipment is based on the ORC (Organic Rankine Cycle) technologies; compared with steam turbine systems, they have a simpler design and lower operating costs, considering also the indirect costs related to the consumption of natural resources such as the water not used in ORC-based systems.
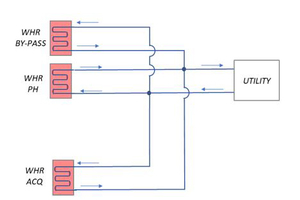
However, once the heat has been transferred to the thermal oil system, it becomes easily available to be distributed to all possible internal and external cement factory utilities.
For example, the production of sanitary water, heating factory buildings and district heating are all secondary utilities which can be easily inserted into the thermal oil loop for a useful energy optimization without relevant additional cost for the customer, especially in locations with severe environmental conditions during the winter season.
Brownfield and greenfield projects
WHR systems as above, are suitable for both brown- and greenfield projects; the first ones are in general the most common in the cement industry and in this case the boilers are installed in parallel to existing gas cooling equipment (air-to-air heat exchanger or cooling towers). During the normal operation of the WHR system these devices are by-passed and all the hot gas streams pass through the boiler(s).
Considering the brownfield, in addition to all the savings already mentioned, the AQC boiler can also bring possible additional benefits on the dust collection efficiency in all those cases where one ESP is installed on AQC waste air; in fact, due to the reduction of the gas volume, existing electrostatic precipitators could even work in better conditions.
A combined WHR system could be a very challenging solution in greenfield projects, in this case the new cement plant would be designed including the whole electricity production system starting from the very beginning and avoiding the installation of gas cooling devices.
The above solution can be evaluated also for brownfield projects, in case the existing cooling systems need to be replaced or refurbished because they are not in a good shape.
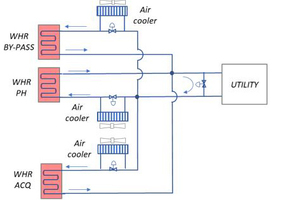
In case the gas cooling systems are not installed, the final gas temperature is controlled by dissipating the heat through air coolers installed along the thermal oil circuit (Figure 3).
Additional opportunities
CTP WHR systems are also suitable to provide new opportunities to develop innovative applications of existing technology for emissions control, such as DeNOx, with the use of catalysts (SCR).
According to the type of catalyst selected, the DeNOx technology must be used in a suitable window of temperature (in the range of 300°C) in order to activate the chemical reaction for the decomposition of the NOx with the injection of aqueous ammonia solution; SCR DeNOx technology can be used in combination with SNCR, when very low NOx emission level is requested (e.g ≤ 200 mg/Nm3 10% O2).
SCR DeNOx technology on a PH kiln cement is applied installing the catalysts at the PH outlet; this position is binding for the gas temperature: the high dust content in the gas is the main issue to be kept under control; the installation of catalysts downstream the filter of the kiln (no dust) is not possible for the lower gas temperature and the precipitation of ABS salts (Ammonium Bi-Sulphate).
DeNOx SCR catalyst systems at the kiln PH outlet must unavoidably deal with erosion and other issues such as the dust built-up, which must be kept under control for an acceptable abatement efficiency and reliability during time; catalysts cleaning is normally based on systems using heated compressed air with a considerable impact on the operating costs.
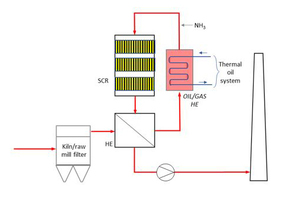
Figure 4 shows a possible solution that could be provided, in principle, through a combined WHR and thermal oil system used for heating up gas to be sent to a SCR DeNOx system applied after the kiln bag filter; in this case, the SCR catalyst will be in the most favourable working conditions: a suitable delta between the gas temperature and the ABS dew point is maintained.
In this system an oil-to-gas heat exchanger is installed before the SCR (fed with thermal oil coming from the WHR system); the dedusted exhaust gases from SCR pass though a gas-to-gas heat exchanger and are then released into the atmosphere.
New horizons
The WHR system developed by the CTP Team opens new technological applications and opportunities in many industrial processes, such as cement; the recently commissioned installation in Cimko Narli Cement (Turkey), with an average monthly production in the range of 3300 MW and the new WHR project acquired by Sonmez Cement are proof of the reliability of CTP technology and demonstrate our continuous effort to improve, develop and optimize our solutions.
The integration and combination of such systems in the process could provide additional tools for cement producers to improve the environmental sustainability of their process, reducing the use of natural resources and limiting the emission of greenhouse gas.
In any case the explored new potential possibilities provided by WHR systems, open up new horizons to possible new configurations of the cement process, where the achievement of global environment protection and production targets are placed on the same level.
//www.ctp.mi.it" target="_blank" >www.ctp.mi.it:www.ctp.mi.it