Replacing mixed feed lime kilns


Mixed feed shaft kilns are in operation in many lime plants worldwide. Their operation causes very high CO and TOC emissions. Maerz High Performance Shaft (HPS) kilns verifiably emit less CO and TOC, while being able to operate using a wide range of fuels and producing the same lime quality. Previously unattainable t60 and CO values can be achieved by retrofitting an oxygen admixture. High CO2 exhaust gas concentration can be produced with the Maerz EcoKiln.
1 Mixed feed shaft kilns
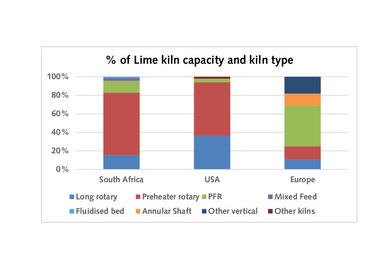
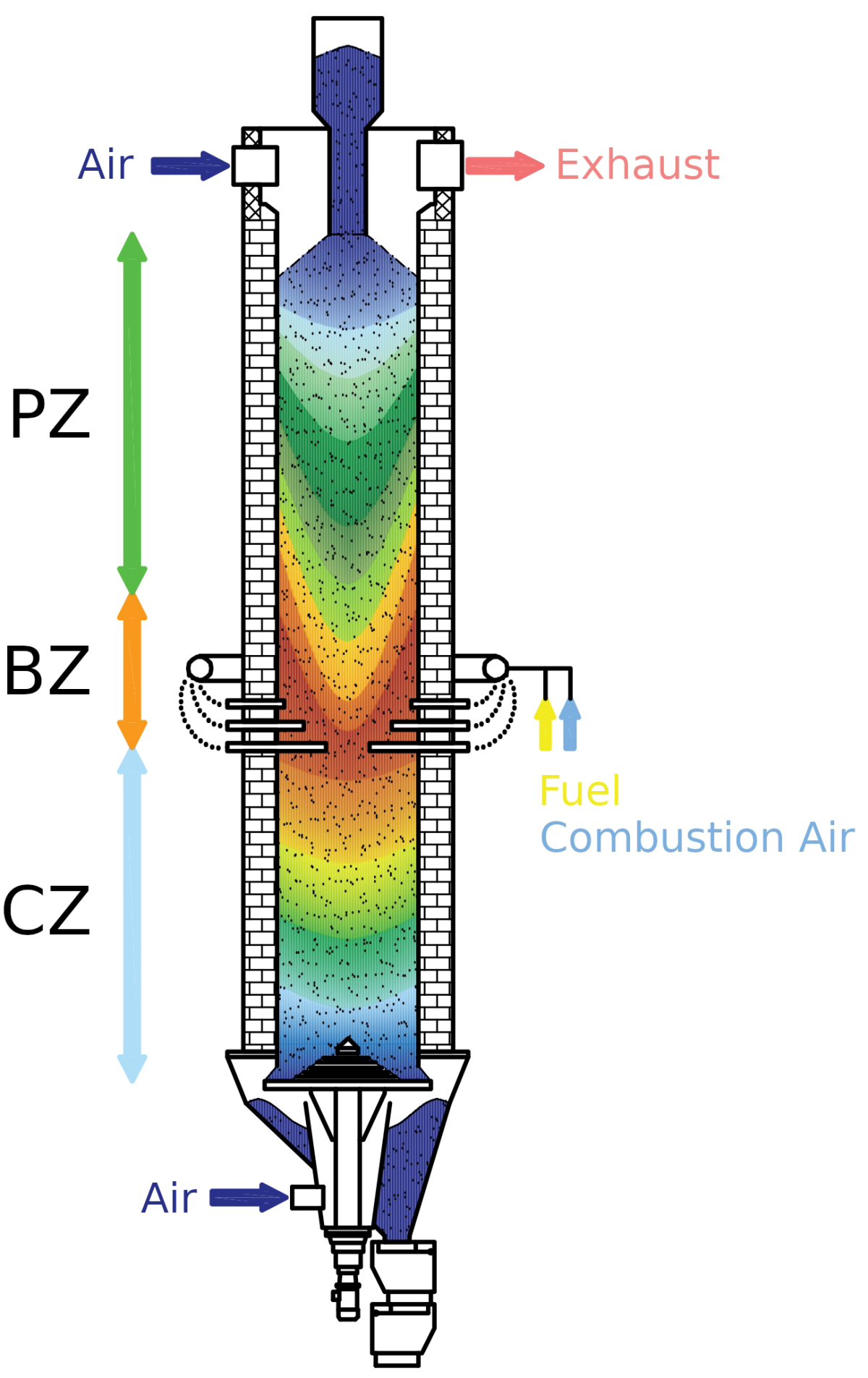
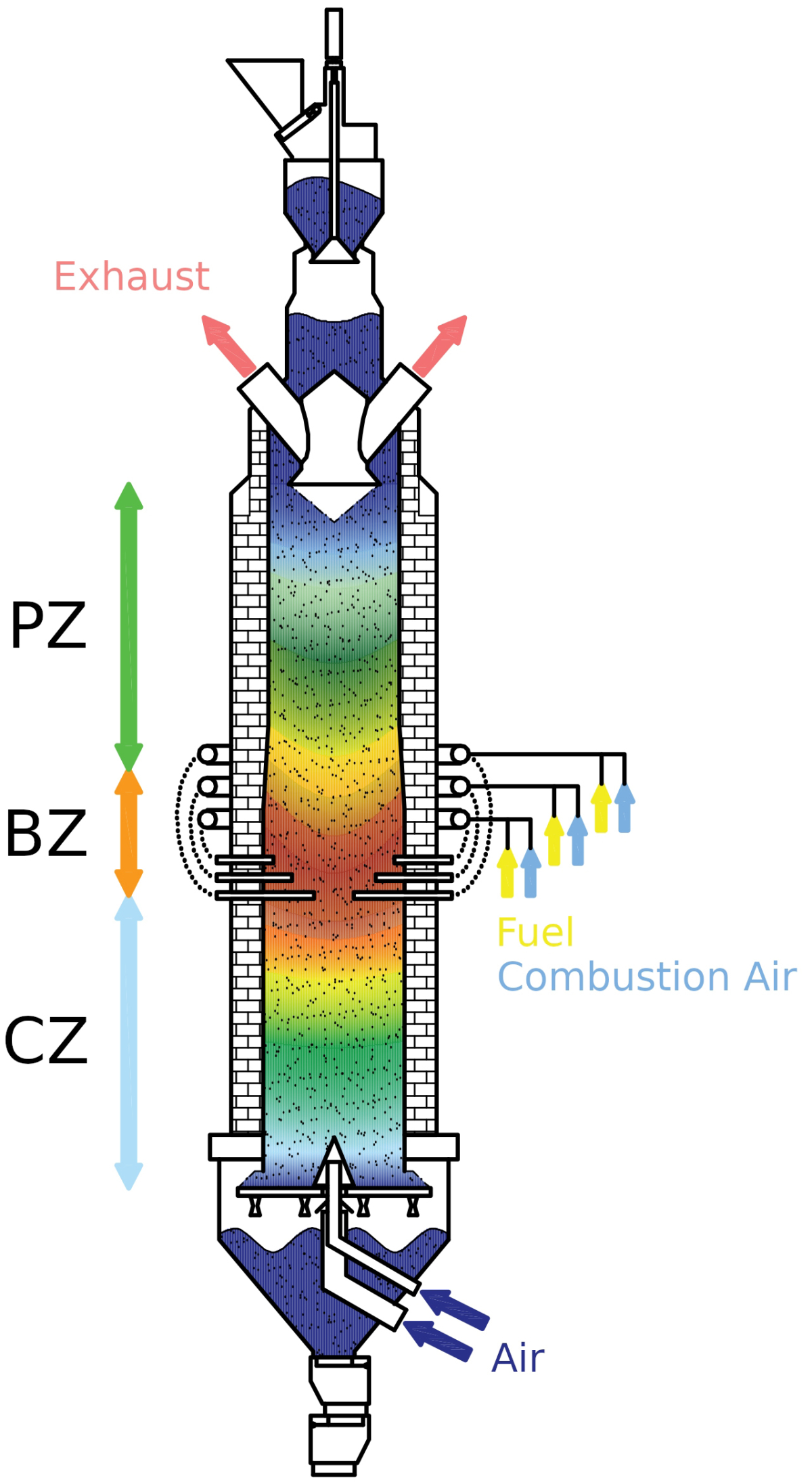
Mixed feed shaft kilns in the lime, soda and sugar industries are in operation in large numbers worldwide. They are often used where high CO2 exhaust gas concentration or lime with low reactivity are required [1]. The process has not changed significantly since the middle of the 20th century. Limestone, as the feedstock, is mixed with a solid fuel and filled into the top of the shaft kiln (Figure 1), which is lined with refractory lining. The limestone-fuel mixture is then continuously drawn through the shaft and taken out of the shaft at the bottom by a discharge mechanism. Air is selectively blown into the shaft from below, whereby this air serves as a cooling medium for the burnt lime as well as an oxidant for the combustion. Three zones are formed in the shaft: In the preheating zone, the limestone-fuel mixture heats up to the calcination temperature. In the lower section of the preheating zone, the high temperatures and CO2 concentrations in the combustion gas produce large amounts of CO through the Boudouard reaction [2]:
In addition, the volatile components of the fuel escape. Most of them are blown out of the top of the kiln unburnt.
The burning zone is located below the preheating zone. The fuel is burnt in this zone. The limestone (CaCO3), calcines to lime (CaO) with the release of CO2. As the combustion can only be controlled by the air supply from below, local oxygen deficiency can occur in the burning zone due to boundary effects, such as the wall effect. This leads to an increased CO concentration in the combustion gases.
In the lowest part of the shaft the cooling zone adjoins the burning zone. The lime is cooled to below 100°C by the air introduced from below. The amount of air, however, influences not only the lime discharge temperature, but also the combustion. This results in restrictions on both the minimum permissible air volume (lime discharge temperature), and the maximum permissible air volume (energy efficiency, combustion temperature).
Only solids that have a very low proportion of volatile components, produce little ash and are lumpy can be used as fuel. The higher the proportion of volatile components in the fuel, the more unburnt hydrocarbons (TOC) are released into the exhaust gas. In addition to the environmental problems, a high proportion of volatile components results in increased energy consumption. Powdered fuels would be carried away by the exhaust gases and are not suitable for use in mixed feed kilns. Therefore, lump anthracite with a proportion of volatile components under 2% or metallurgical coke are used almost exclusively [3].
The lime quality is determined by a complex interaction of air volume, fuel/stone ratio and the discharge rate. Process control can only take place slowly, as the fuel is added hours before the actual combustion. This increases the reaction time to a limestone composition change, as usually only the lime discharged from the kiln and not the limestone is analysed.
Despite the aforementioned difficulties for process control, the process in mixed feed kilns is very robust. The kiln has a simple design and requires little maintenance-intensive equipment. The technology has proven its worth over decades by achieving the desired lime quality and CO2 exhaust gas concentration. A comparison of the advantages and challenges mentioned can be found in Table 1.
2 Further development of the mixed feed kiln
In response to the increasing demands on lime quality and exhaust gas standards, a wide variety of new lime kilns have been planned and built. Most kiln concepts however, when compared with mixed feed kilns have a higher energy consumption, a more complex design or supply lime with insufficiently low reactivity.
The Austrian company RCE Industrieofenbau Engineering GmbH, once a subsidiary of Maerz Ofenbau AG, was one of the first kiln manufacturers to provide the traditional shaft kiln with burners for fuel supply approximately in the middle of the kiln. The shaft kiln itself, compared with a mixed feed kiln, remained virtually unchanged, as can be seen in Figure 2. In addition to the cooling air blower, a combustion air blower is required for operation and, if pulverised solid fuel is used, a transport air blower. The major procedural advantage of this design is that the fuel supply is decoupled from the limestone feed. The fuel is fed directly into the burning zone. Here, it can be burnt in a targeted manner with the stoichiometric amount of air. The proportion of CO from the Boudouard reaction, which is produced in the mixed feed kiln, can be completely avoided. This leads to a greatly reduced CO concentration in the exhaust gas. Further, the fuel feed can quickly be adjusted to limestone compositions, which makes the system less inert and delivers better lime quality. In addition, this specific shaft kiln can be operated with pulverised, fluid or gaseous fuels. This means that sustainably produced fuels such as hydrogen from electrolysis or wood dust, can also be used.
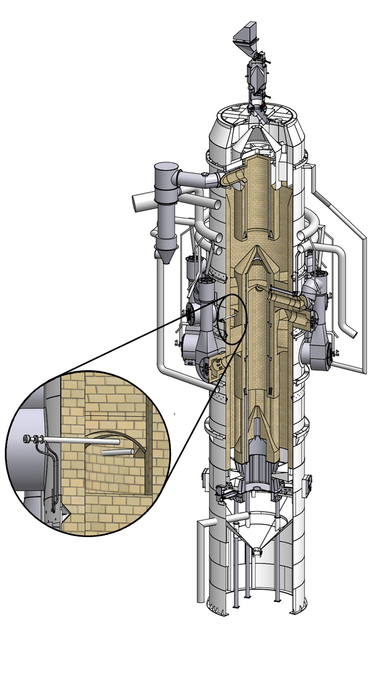
The kiln structure shown in Figure 2 is widely known as the RCE kiln. In 2009 RCE Industrieofenbau was integrated into Maerz Ofenbau AG and the name has not been used since. Maerz further developed the RCE kiln and launched an improved version of the shaft kiln under the name “Maerz High Performance Shaft (HPS) Kiln”. The main differences to the RCE kiln are the three combustion air lines, which make it possible to specifically control the excess air on the different burner levels and the rotating bucket feeder, which works against segregation of fine and coarse stone. Figure 3 shows the schematic structure of the HPS kiln. As a result of the improvements, the HPS kiln achieves CO exhaust gas concentrations during normal operation of under 0.1% and TOC values under 30 ppm regardless of the fuel. This was verified in a measurement campaign in 2019 on a HPS kiln fired with natural gas, lignite and petroleum coke. In addition, better lime quality can be achieved by the variability of the excess air over the shaft cross-section. In the measurement campaign it also became evident that the cooling air mainly flows up in the vicinity of the brick lining. This leads to a high excess of air on the short burners and a low excess of air in the middle of the kiln. As shown in Figure 2, the high excess of air near the kiln wall affects the shape of the burning zone. In the RCE kiln, the temperature profile shows a smaller hot zone in the kiln centre compared to the area near the kiln wall. Therefore, the limestone in the centre of the kiln has a shorter residence time in the hot zone compared to the limestone near the brick lining. This leads to an uneven lime quality across the kiln cross-section. These lime quality differences can be compensated for by adjusting the combustion air flow on the individual burner levels. Operating experience in various plants shows that the residual CO2 content can be adjusted by 0.1 - 2%. Furthermore, medium or hard burnt qualities can be produced. The kiln design with lateral burners, however, faces two challenges compared with mixed feed kilns: The high CO2 concentrations produced in a mixed feed kiln cannot be achieved. This is mainly because of the slightly higher overall air volume needed for complete combustion. Operation has furthermore made evident that in a RCE kiln t60 values of over 10 min cannot be achieved. t60 values above 10 min are only achievable with the advanced technology of the HPS kilns (Table 2).
3 Low reactivity with RCE kilns
To be able to burn harder in the RCE kiln, in summer 2020 additional oxygen was fed into a lignite-fired RCE kiln at Fels-Werke in Rübeland/Germany. Fels-Werke, a CRH company, thus reinforced its position as one of the leading companies in the further development of lime production. The trial operation, set to run for several weeks, was based on a Maerz Patent [5] and the goal was to achieve a higher t60 value on the one hand and to improve the emission values and energy consumption on the other. As structurally identical kilns were in operation in the same plant, a cross-comparison with the conventional mode of operation could be made.
3.1 Test set-up
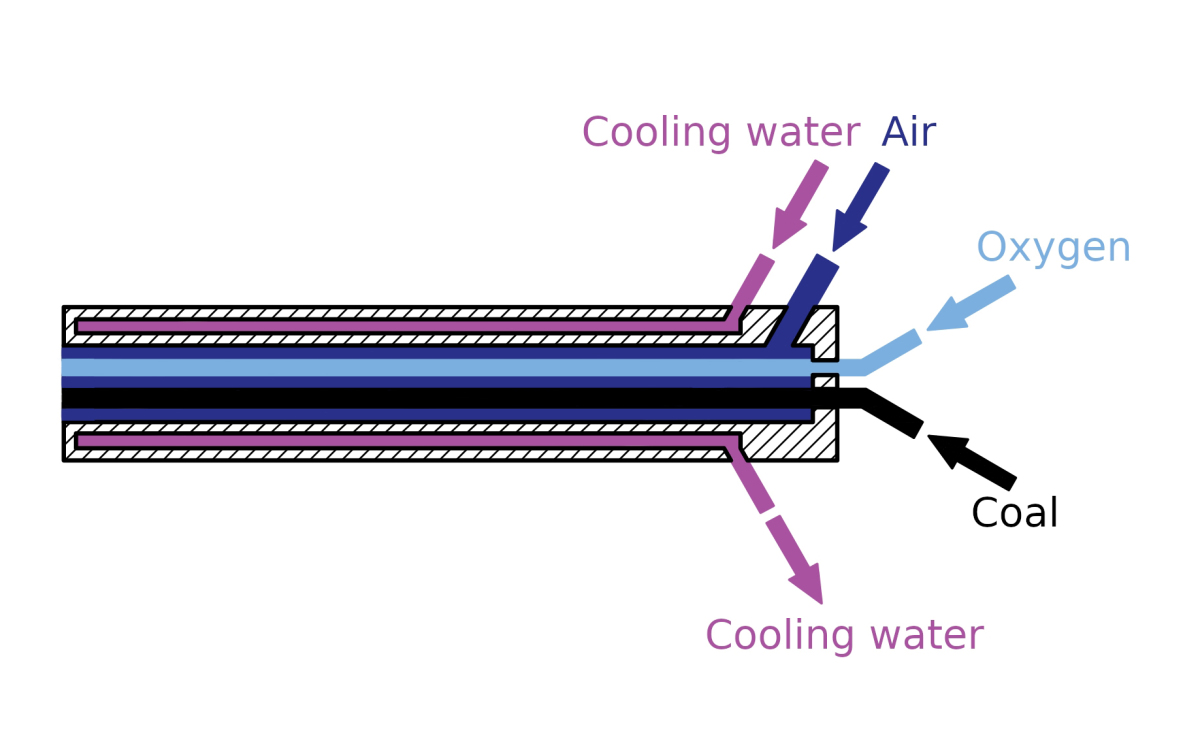
A RCE kiln, as shown in Figure 2, with 32 burners at three insertion depths and a nominal production capacity of 200 t/d, served as the test kiln. Of the 32 burners, 16 with the greater insertion depth were additionally supplied with oxygen. The oxygen was fed to the tip of the burner independently from the combustion air. Liquid oxygen (Linde gas 5.0, purity >99.999%) was vaporised and fed to the burners in a piping system. All the burners were fed the same amount of fuel. Further operating parameters can be seen in Table 3.
3.2 Results
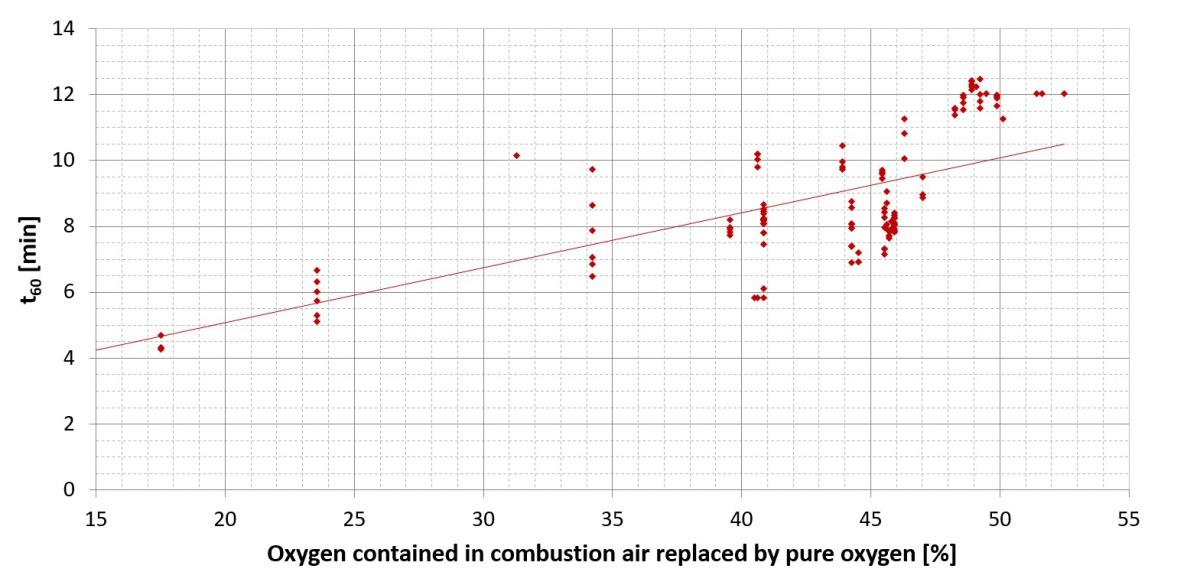
The proportion of oxygen in the combustion air was slowly increased over the first few days, thereby also increasing the amount of oxygen on the medium and long burners. At the same time, the air input on the short burners was reduced. This was done in order to reduce the excess air on the short burners. The amount of energy input was kept as constant as possible. Figure 5 shows the measured t60 values in relation to the average replaced oxygen on the medium and long burners. At the end of the experiment the ratio between additionally introduced pure oxygen and the oxygen naturally contained in the combustion air was 1:1, which corresponds to an overall oxygen content of approx. 35% in the oxygen-air-mixture. Figure 5 clearly shows that increased oxygen concentration leads to lower reactivity, i.e. a higher t60 value.
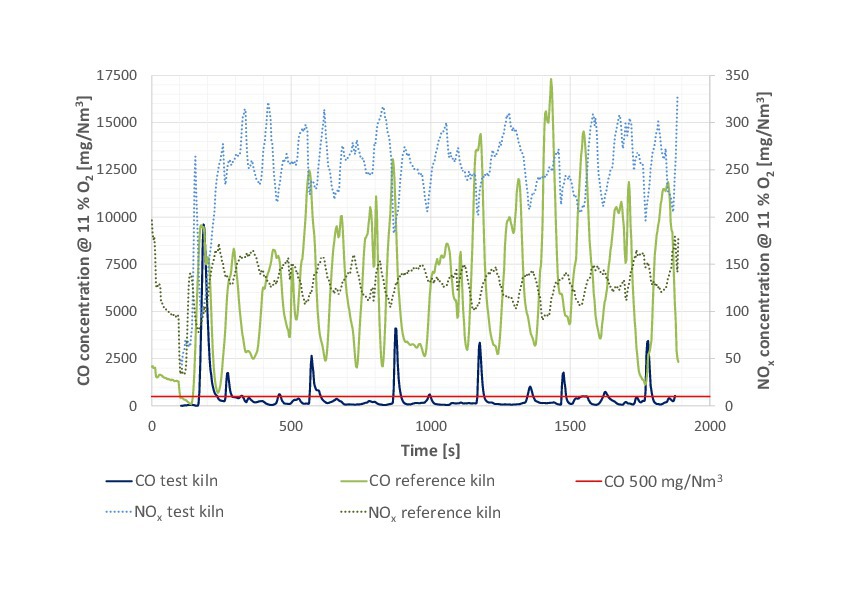
Massive improvements could be observed in the CO exhaust gas values. Figure 6 shows both the development of the CO and the NOx concentration over a period of about 30 min in the test kiln and in one of the reference kilns standardised to 11 vol-% oxygen.
Looking at the CO emissions, they are significantly lower in the test kiln and below 500 mg/Nm3 most of the time. The brief spikes to several thousand mg/Nm3 in the test kiln can be explained by the regular cleaning of the coal pipes by injection of air. During this brief moment the coal volume arriving in the kiln increases sharply, which leads to a high oxygen deficiency in the kiln and a corresponding increase in the CO concentration.
The NOx concentrations in the exhaust gas
remain below 350 mg/Nm3 in both the test kiln and the reference kiln. Due to the increased oxygen concentration at the tip of the burner in the test kiln and the expected higher flame temperatures, slightly more nitrogen oxides are formed [6, 7].
3.3 Economic considerations
When operating with additional oxygen the ongoing operating costs are the decisive factor, as the investment costs are limited to the additional oxygen lines and oxygen-compatible burners. Furthermore, the process control has to be adapted accordingly. When it comes to the operating costs, the costs for oxygen are significant. The cost of industrially produced oxygen depends heavily on the purity and the quantity purchased. Should only small quantities of oxygen be needed, the price would be in the range of 0.09 €/Nm3 [8]. In lignite firing, if 50% of the combustion air oxygen is replaced with pure oxygen at an excess air factor of 1.2 and an energy consumption of 1000 kcal/kg lime on the medium and long burner, the costs will amount to about 5.90 €/t lime. This price is based on very rough assumptions and is only intended to show the magnitude of the costs. Significant cost reductions are plausible if oxygen is produced on a larger scale.
There are savings in fuel consumption from operation with oxygen, as less nitrogen has to be heated during combustion. There are also savings in the electricity consumption of the combustion air blowers. In this experiment, the theoretical fuel savings with the parameters as described are around 10%. This value could not be conclusively verified on site due to technical restrictions in metering the fuel.
3.4 Conclusion
With the results from the described test it can be shown that a lignite-fired RCE kiln can produce lime with t60 values over 12 min. At the same time, the process energy consumption can be reduced, the residual CO2 content can be kept under 2% and the CO emissions can be lowered to under 500 mg/Nm3. These low CO emissions cannot be achieved with mixed feed kilns. Nitrogen oxide levels were slightly elevated, but still remained below the BAT limit of 350 mg/Nm3 [9].
No damage occurred to the old burners during operation despite the pure oxygen at the burner tips. No sintering due to local overheating could be detected. This suggests that an even higher concentration of oxygen would be possible.
4 High CO2 concentrations
Despite completing several tests, high CO2 concentrations, as delivered by mixed feed kilns, could not be produced in other modern lime kilns. Even exhaust gas recirculation did not lead to a greatly increased CO2 content in tests on the shaft kiln [10]. To still be able to achieve a high CO2 content in the exhaust gas, which is required in some industries such as for soda plants and sugar mills, the Maerz HPS design can be developed further. The EcoKiln developed by Maerz, based on a patented oxyfuel process [11], enables the CO2 exhaust gas concentration to be increased to over 90%. This is achieved by (partially) replacing the combustion air with oxygen. In addition, the cooling air that is still required is extracted from the cooling zone before it can mix with the combustion gases. In this way, for example, a significant increase in the CO2 exhaust gas concentration can be produced with little effort. To achieve efficient CO2 capture and further processing as part of a carbon capture utilisation and storage (CCUS) strategy, the CO2 content can be further increased with slightly more effort. A detailed description of the new technology will appear in the upcoming issue of ZKG Cement Lime Gypsum (Issue 6-2021).
5 Equipped for the future
Maerz EcoKiln und HPS kilns were developed to replace mixed feed kilns with a more efficient, environmentally friendlier technology. HPS kilns already achieve the lime quality called for by the industry. TOC und CO concentrations are very low due to the targeted introduction of combustion air to the various burner insertion depths. RCE kilns can also achieve high t60 values with greatly reduced CO exhaust gas concentrations, if oxygen is mixed with the combustion air. This makes it possible to continue operating existing kilns, even when, in the future, lower limit values become legally binding. A Maerz EcoKiln can be used as an alternative to a mixed feed kiln in industries that rely on high CO2 exhaust gas concentrations, such as the sugar or soda industries. With this concept a CCUS strategy can also be implemented in the lime industry in the future.